Richtig Löten
Gerade im Modellbau ist ein
Lötkolben ein unentbehrliches Werkzeug.
Es wird für viele Arbeiten benötigt,
wie:
| Verkabelung | |
| Decoder-Einbau in Loks | |
| Erstellen von Elektronik-Schaltungen | |
| Oberleitungsbau | |
| Herstellen von Metallmodellen, und vieles andere. |
Grund genug, hier einmal ein paar Tipps zum richtigen Löten zu geben.
Auswahl des Lötkolbens
Ein guter Lötkolben muss nicht teuer sein. Er sollte aber passend für die Aufgabe ausgewählt werden. Im Modellbau werden hauptsächlich kleinere Teile sowie Elektronikteile verlötet. Für diese Zwecke eignet sich ein Lötkolben mit maximal 30 Watt, für SMD-Bauteile evtl. 15 Watt. Ebenso wichtig ist die Spitze. Diese sollte gerade - nicht abgewinkelt - und vorne zugespitzt sein. Am vordersten Punkt sollte sie einen Durchmesser von maximal 1mm besitzen. Dauerlötspitzen sind vorzuziehen, reine Kupferlötspitzen, wie sie früher häufig verwendet wurden, müssen immer wieder zurecht gefeilt und neu verzinnt werden.
Besonders angenehm sind die wesentlich teureren Lötstationen. Bei diesen kann die Temperatur eingestellt werden. Diese Temperatur wird laufend gemessen und konstant gehalten.
|
|
Ein günstiger Lötkolben. Dieses Modell hat noch eine Spitze aus Kupfer welche immer wieder nachgefeilt werden muss. Profis haben da ihre spezielle Form der Spitze. Die zugefeilte Spitze muss sofort verzinnt werden. |
|
|
Komfortabler sind die Lötstationen. Auf dem Bild zu sehen sind ausserdem zwei Rollen Lötzinn (links hinten) sowie Lötzinn-Sauglitze in verschiedenen Breiten (links vorne). |
  |
Hier ein weiterer günstiger Lötkolben. Leider hat dieser für Elektronik- und Modellbauarbeiten eine völlig unbrauchbare Lötspitze. Wie auf dem Detailbild erkennbar ist diese vorne nicht zugespitzt, sondern einfach abgeflacht. |


Ein stabiler Lötkolbenständer, wie im Bild oben gezeigt, ist unerlässlich. Das Schwämmchen muss immer gut feucht gehalten werden. Die Lötspitze wird immer wieder hier abgestreift. Nur mit sauberer Lötspitze wird eine gute Lötstelle erreicht.
Als Lötzinn eignet sich Elektronik Lötdraht mit Kolophonium Flussmittelader. Dieses ist auf Rollen erhältlich. Für unsere Zwecke eignen sich Lötdraht-Durchmesser von ca. 0,7 bis 1,2mm, je nach Anwendung. Anderes Flussmittel, wie Lötfett oder gar Lötwasser ist nicht nötig und sollte auf keinen Fall verwendet werden.

Vorgehen beim Löten
Am Beispiel einer Leiterplatte soll hier gezeigt werden, wie beim löten vorzugehen ist:
|
|
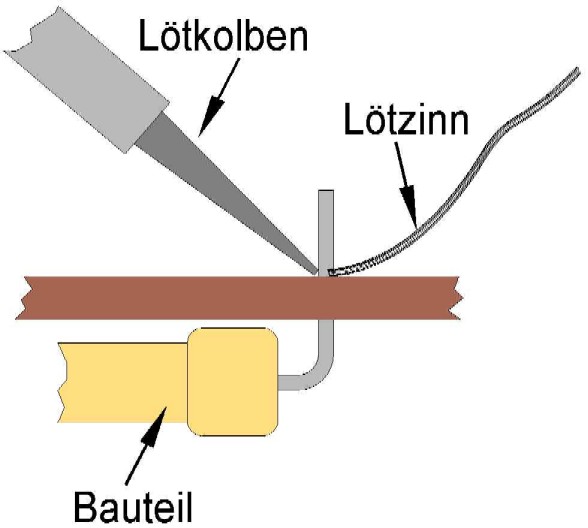
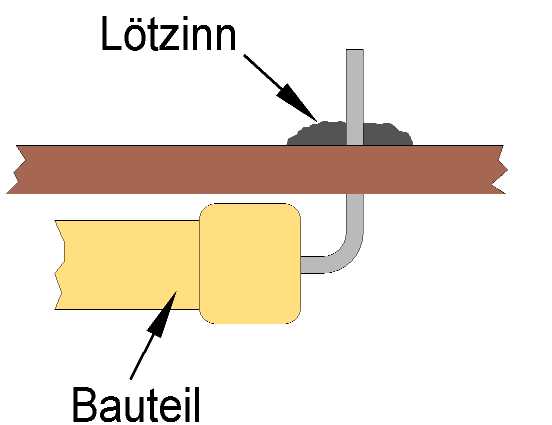
Lötkolben mit leichtem Druck an den Anschlussdraht und der Kupferfläche halten, und nicht mehr bewegen. Sofort den Lötdraht dazu halten. Das Lötzinn muss sofort beginnen zu fliessen. Dank der Kolophonium-Ader fliesst das flüssige Zinn schnell über die Kupferfläche der Leiterplatte und umschliesst den Draht des Bauteils. Damit dies passiert, sollte dieser Draht sauber sein. Am besten werden die Anschlüsse der Bauteile vor dem einsetzen in der Leiterplatte mit einem kleinen scharfen Messer sauber "gekratzt". |
|
|
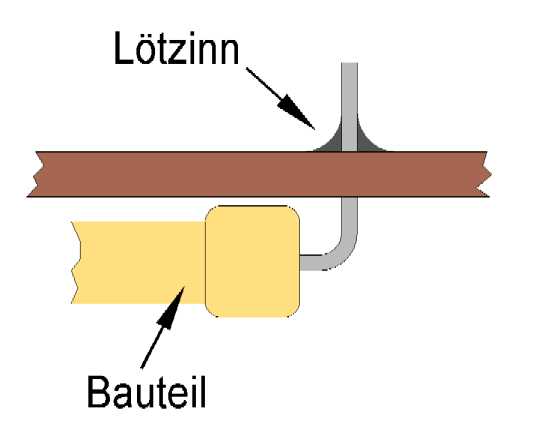
Der Lötvorgang sollte nicht länger als 4-5 Sekunden
dauern, besser weniger. Eine längere Lötzeit kann zur Zerstörung des
Bauteils führen. Eine perfekte Lötstelle sieht wie in nebenstehendem
Bild aus. Das Lötzinn ist glänzend, keinesfalls matt. Dies gilt allerdings nur für Bleihaltiges Lot. Beim bleifreien Lot wird die Oberfläche matt. |
|
|
|
|
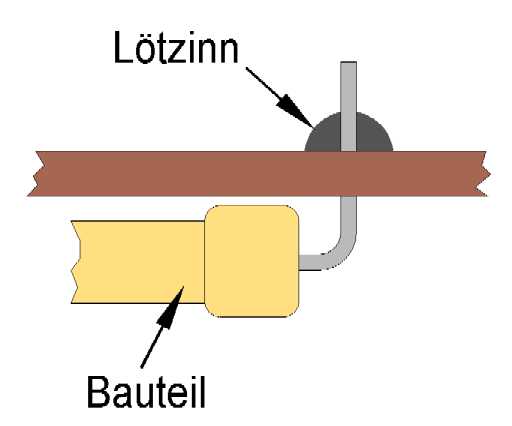
Dicker Wulst, eventuell matte Oberfläche. Fehler: Zuviel Zinn dazugegeben, falsche Temperatur, unsaubere Bauteil-Anschlüsse. |
|
|
Unsaubere, matte Oberfläche. Eine so genannte kalte
Lötstelle. Unter Umständen lässt sich das Bauteil sogar wieder
herausziehen. Fehler: Bauteil oder Lötkolben wurde bewegt, falsche Lötspitze oder Temperatur. Verschmutzte Lötkolbenspitze oder Anschlussdraht. |
Bleifrei löten
Vor einiger Zeit hat sich in Europa das löten mit bleifreiem Lötzinn durchgesetzt. Dies wurde 2006 für die meisten industriell hergestellten Produkte vorgeschrieben.
Auch als Bastler kann man sich diesem Trend anschliessen und sich und der Umwelt damit etwas Gutes tun. Allerdings müssen beim bleifreien löten einige Punkte beachtet werden, welche ich hier kurz aufführen möchte:
Temperatur
Die Schmelztemperatur von bleifreiem Lot liegt etwas höher als bei bleihaltigen Lot. Trotzdem sollte man die Temperatur nicht zu hoch halten, das sonst das Flussmittel verbrennt. Ich verwende an meiner Lötstation bei bleihaltigem Lot eine Temperatur von ca. 300 bis 330° C, bei bleifreiem Lot etwa 20° C höher.
Besser als die Temperatur zu stark zu erhöhen ist die Verwendung eines dünneren Lötdrahtes. Verwenden Sie als Beispiel einen bleihaltigen Lötdraht von 0.7mm, so benutzen Sie als Ersatz einen bleifreien Lötdraht mit 0.5mm Durchmesser.
Aussehen
Bleifreier Lötzinn glänzt nicht nach dem Abkühlen. Es ist also für den Laien nicht mehr so gut ersichtlich, ob eine Lötstelle gut oder schlecht ausgeführt wurde. Gute Erfahrungen beim Löten sind also Voraussetzung für sauberes Löten mit bleifreiem Lötdraht. Falls es mit herkömmlichem bleihaltigen Lötdraht schon Probleme gibt, wird es mit bleifreiem Lötdraht tendenziell eher schlechter.
Reinigung der Lötspitze
Für die Reinigung der Lötspitze
sollte man auf die feuchten Schwämme verzichten und auf Messingwolle
ausweichen. Diese ist ganz nebenbei schonender für die Lötspitze und kühlt
die Spitze kaum ab. Für bestehende Lötkolbenhalter gibt es beispielsweise
von Weller entsprechende Aufsätze mit Messingwolle.
 |
Hier ein Lötkolben einer Weller Lötstation. Beim Lötkolbenhalter wurde der Schwamm entfernt und mit einem Aufsatz mit Messingwolle ersetzt. |
Mischen
Auf das mischen von bleihaltigem
und bleifreiem Lot sollte man verzichten. Beim mischen wird die
Schmelztemperatur des Lotes meist nach unten verändert, was zu unerwünschten
Ergebnissen führen kann.
Deshalb sollte man bei älteren Loks für Reparaturarbeiten nach wie vor
bleihaltiges Lot verwenden.
Seite erstellt am:
Letzte Änderung:
20.08.2003
19.07.2022