|
|
 |
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
CNC Maschine zum Fräsen und Lasern
Beim Modellbau und der Modellbahn gibt es immer Teile zum herstellen, seien es nur kleine Befestigungsteile oder ganze Modellgebäude. Vieles kann relativ einfach mit einem 3D-Drucker hergestellt werden. Sollen die Teile aber sehr robust sein, kommt man um die Metallverarbeitung nicht herum. Auch lassen sich dünnwandige Gebäudeteile vielfach einfacher lasern als mit einem 3D-Drucker auszudrucken.
Ich habe mir deshalb eine kleine CNC Fräs- und Laser-Maschine
der 3018er Klasse angeschafft.
Die Zahl 3018 kommt von der Tischgrösse von 30cm Breite und 18cm Tiefe.
Diese Maschinen gibt es wie Sand am Meer in unterschiedlich robuster
Ausführung.
Das hier vorgestellte Gerät überzeugt durch die Ausführung komplett in
Metall und ist damit schon recht robust. Teile aus Holz und Kunststoff lassen sich gut damit anfertigen.
Trotzdem: grössere Kräfte, welche beim Fräsen von Metall auftreten, führen zu
Unregelmässigkeiten der Werkstücke und überfordern die Maschine.
Während beim Lasern (wie beim 3D-Druck) kaum Kräfte ausser den
Bewegungskräften auftreten, wirken beim Fräsen - je nach dem, wo der Fräser
in das Werkstück eindringt - grosse Kräfte an allen Führungen.
Ein 3D-Drucker kann deshalb relativ problemlos für einen Laser umgebaut
werden, wäre aber mit einem Fräskopf hoffnungslos überfordert.
Schauen
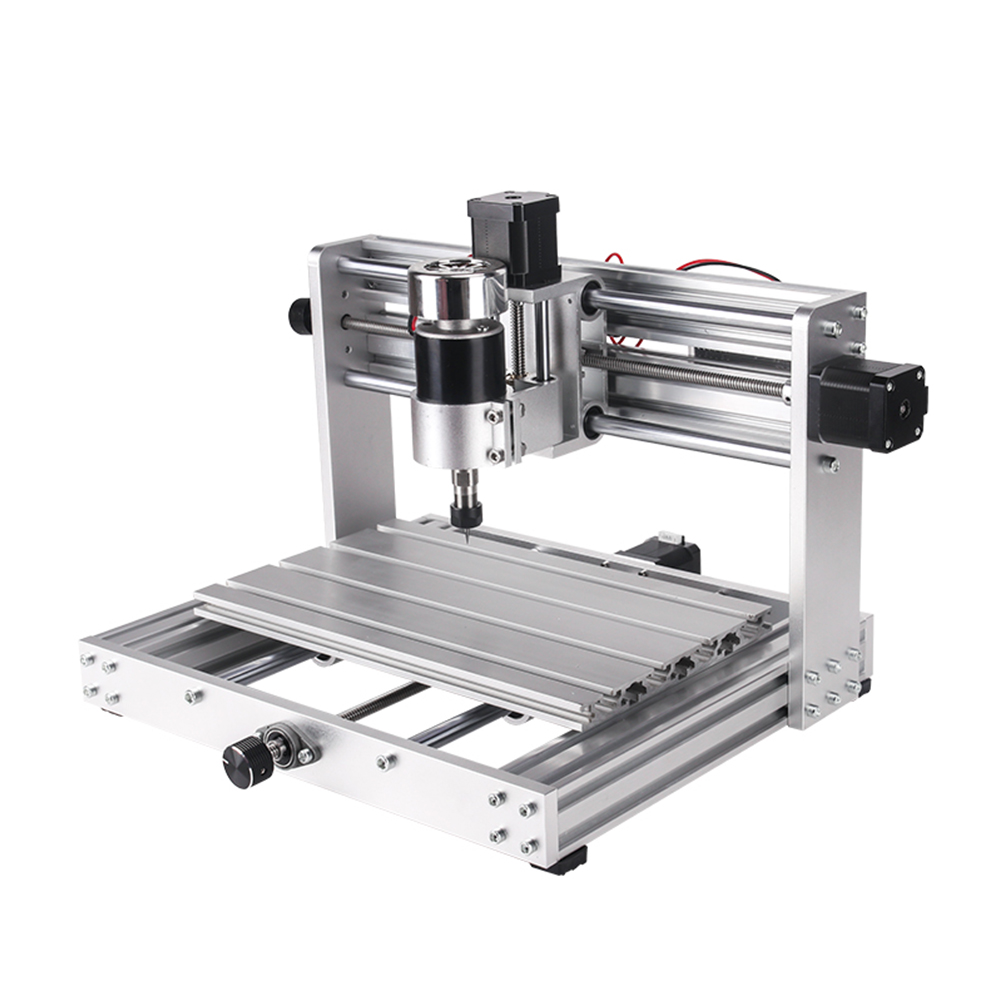
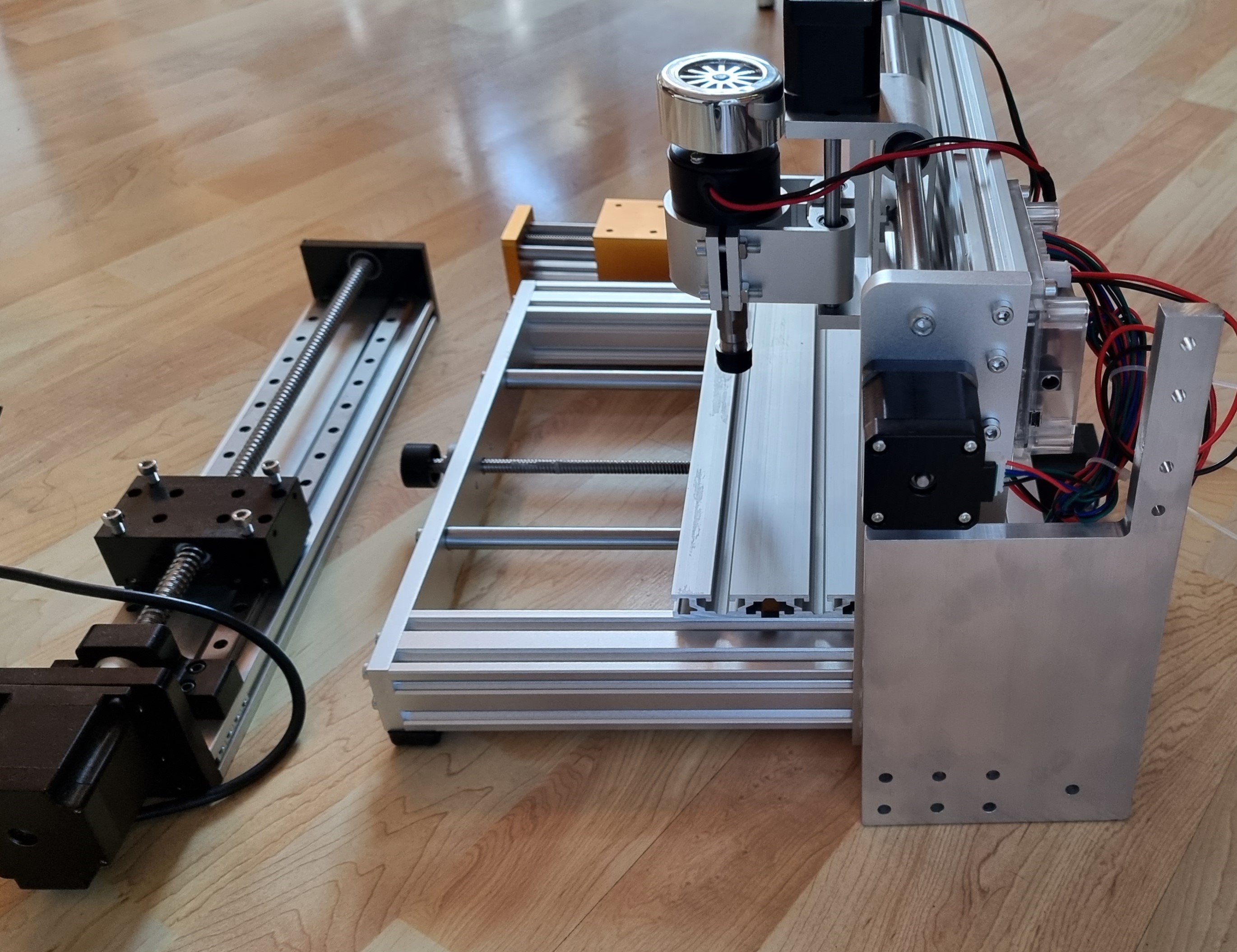
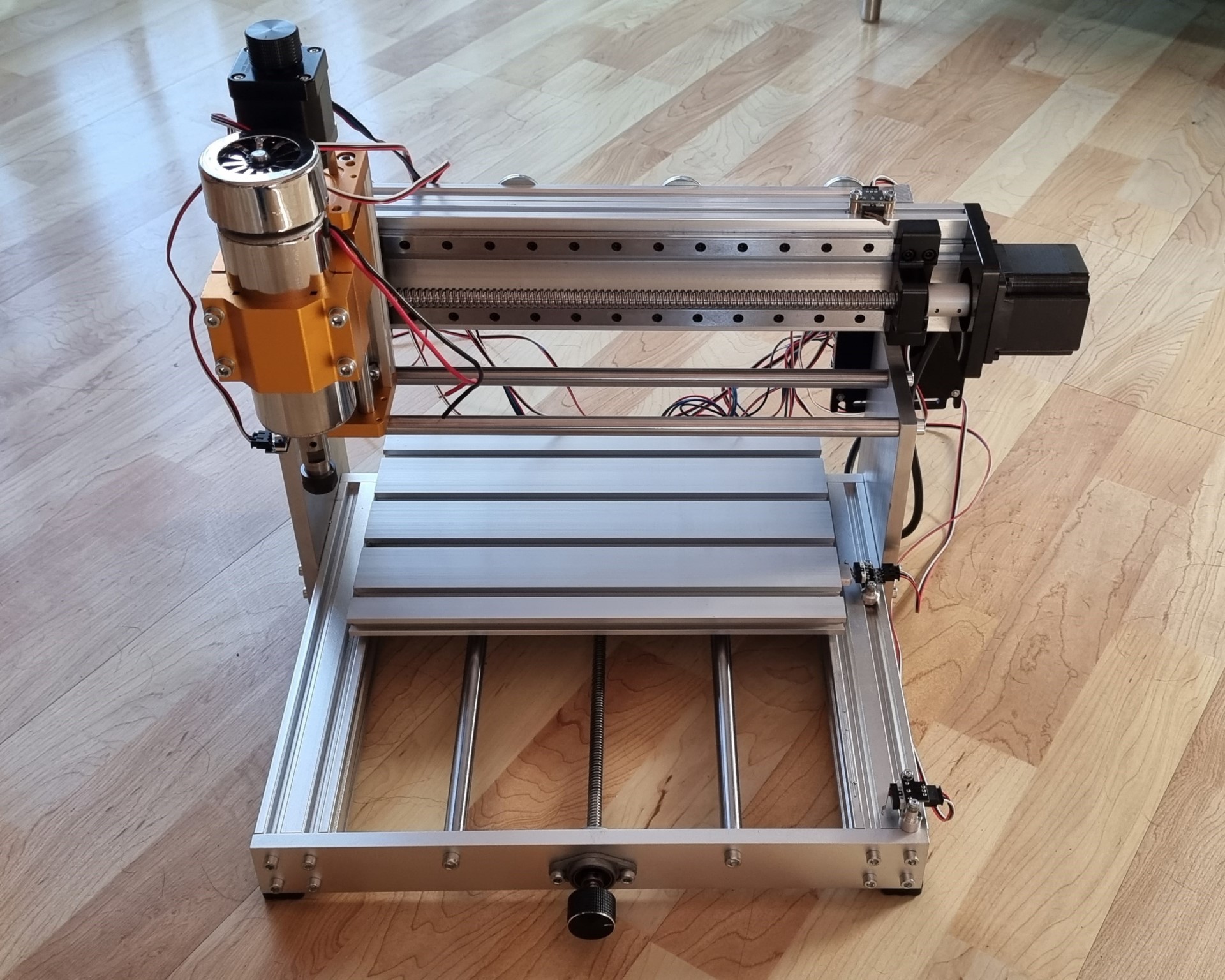
wir uns die Maschine in der Originalausführung an:
Die X-Achse besteht aus den beiden 12mm Stahlstäben für die Führung und
einer 8mm Trapezspindel für den Vortrieb, die Führungslänge beträgt 360mm.
Die Y- und Z-Achsen sind vom Prinzip her gleich aufgebaut, einfach kürzer. Alle drei Achsen
werden mit je einem NEMA 17 Schrittmotor angetrieben.
 |
 |
 |
|||
|
Die CNC-3018 Ein robustes Gerät, zum Fräsen von weichen Materialien und Lasern gut geeignet. |
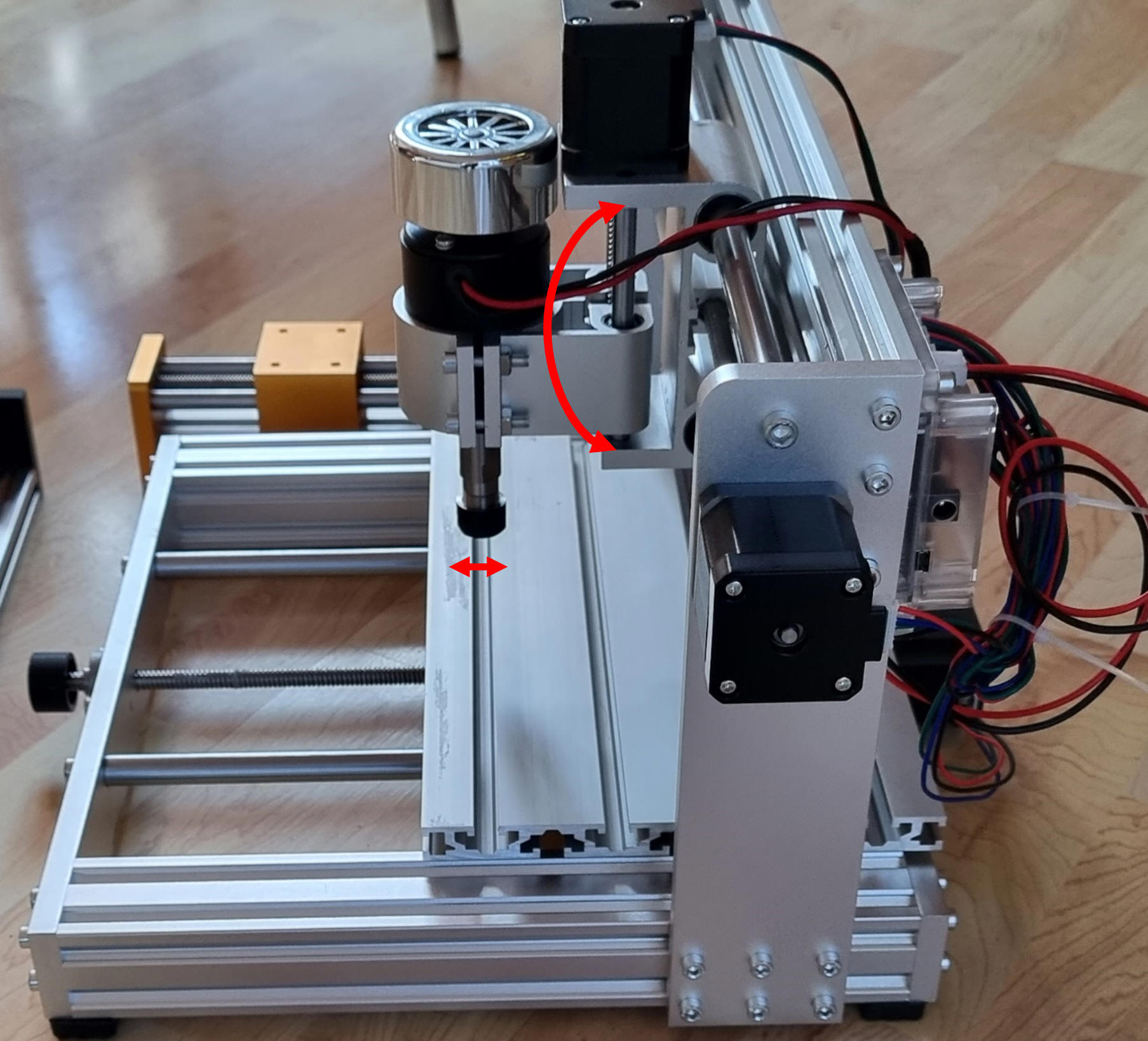
Schwachpunkt Führungen Hier ist dargestellt, wie sich die Kräfte auswirken: Eine Kraft auf den Fräskopf in der Y-Achse führt unweigerlich zum verdrehen der Z-Achse an den Führungen der X-Achse. |
Schwachpunkt Kupplungen Diese Kupplungen haben die Aufgabe, Lagedifferenzen der beiden verbundenen Achsen auszugleichen. Die Kupplung lässt sich dadurch aber auch strecken und zusammenpressen. |
Als grösste Schwäche kann die X-Achse ausgemacht werden. Durch die langen
Führungsstäbe und den relativ grossen Abstand des Fräsers zum theoretischen
Drehpunkt der Führung bewirken schon geringe Kräfte ein Durchbiegen der
Führungsstäbe.
Diese Schwächen zeigen auch die anderen beiden Achsen, wenn
auch nicht im gleiche Masse.
Ein weiteres Problem stellen die
Trapezspindeln und deren Lagerung dar. Die Trapezspindeln sind motorseitig
nicht zusätzlich gelagert, sondern mit einer Kupplung direkt mit den
Motorwellen verbunden. Dies hat gleich mehrere Nachteile. Einerseits wird
die Motorachse unnötig und womöglich unzulässig belastet. Andererseits sind
die Kupplungen flexibel ausgeführt. Dadurch ist die Lage der Trapezspindel
motorseitig nicht genau definiert. Die Spindel sollte beidseitig gelagert und axial nicht
verschiebbar sein.
Dazu kommt das bei Trapezspindeln übliche Längsspiel der Spindelmutter
hinzu. Hier wird mit einer unter Federspannung gelagerten zweiten Mutter dem
entgegen gewirkt, dies funktioniert aber nur bei begrenzten Kräften.
Die Maschine soll deshalb umgebaut und damit
robuster gestaltet werden.
"Umgebaut" ist hierbei leicht untertrieben, denn am Ende wird daraus
praktisch eine neue Maschine.
Es darf die Frage gestellt werden, ob nicht gleich eine völlige
Neukonstruktion besser wäre. Die Antwort darauf: Ja!
Denn der Umbau schränkt den Einsatz der verwendeten Bauteile stark ein,
müssen diese doch zu den Gegebenheiten passen. Bei einer Neukonstruktion ist
man dagegen völlig frei in der Wahl der Bauteile und den Abmessungen.
Ich
habe mich trotzdem entschieden, die bestehende Maschine umzubauen. Grund
dafür war vor allem, dass der Umbau in Etappen durchgeführt werden konnte.
Was
daraus entstanden ist, habe ich hier beschrieben.
Die X-Achse
Wie oben erwähnt stellt die X-Achse das schwächste Glied dar. Deshalb werden die beiden Rundstab-Führungen durch Schlittenführungen ersetzt. Damit lasst sich jetzt aber die Z-Achse nicht mehr montieren, diese muss also gleich mit ersetzt werden.
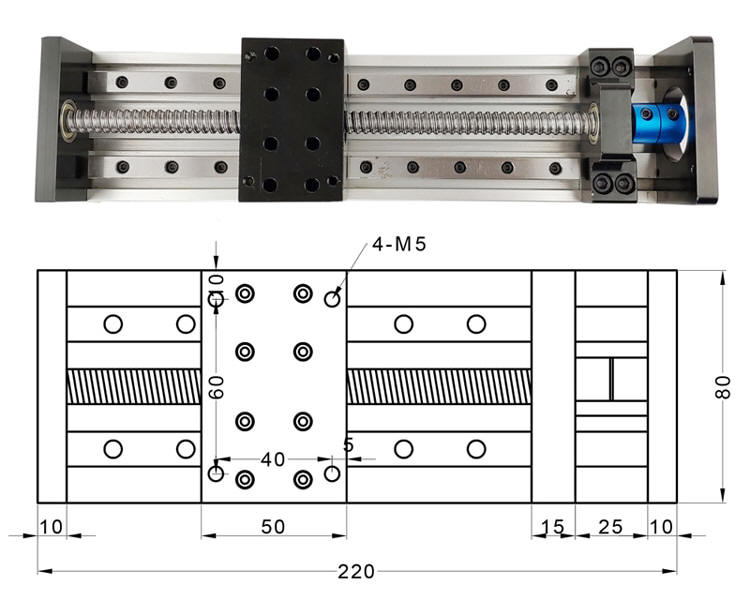
Als neue X-Achse habe ich eine fertige Einheit mit 300mm Verfahrweg und
einem NEMA 23 Schrittmotor gewählt.
Die Achse besitzt zwei Linearführungen mit Kugelschlitten sowie eine 12mm
Kugelumlaufspindel. Letztere hat wie die zu ersetzende Trapezspindel eine
Steigung von 4mm (4mm Weg bei einer Umdrehung).
Kugelumlaufspindeln haben mehrere Vorteile gegenüber Trapezspindeln:
- Kleinere Reibung, weniger Verschleiss
- Allgemein weniger Spiel (praktisch spielfrei)
- Kleinere Losbrechkraft, höhere Beschleunigung aus dem Stillstand
Bei der neuen X-Achse ist die Kugelumlaufspindel beidseitig gelagert. Der Motor ist an einer separaten Platte fixiert, die beiden Achsen mit einer festen Kupplung miteinander verbunden. Damit erfüllt diese Achse alle meine Anforderungen.
 |
 |
 |
|||
|
Die X-Achse Eine robuste
Linearführung mit 12mm Kugelumlaufspindel und NEMA 23 Schrittmotor
(nicht im Bild). |
Die Z-Achse Die Z-Achse kann Fräsmotoren bzw. Lasermodule bis 52mm Durchmesser aufnehmen und bietet einen Verfahrweg von 82mm. |
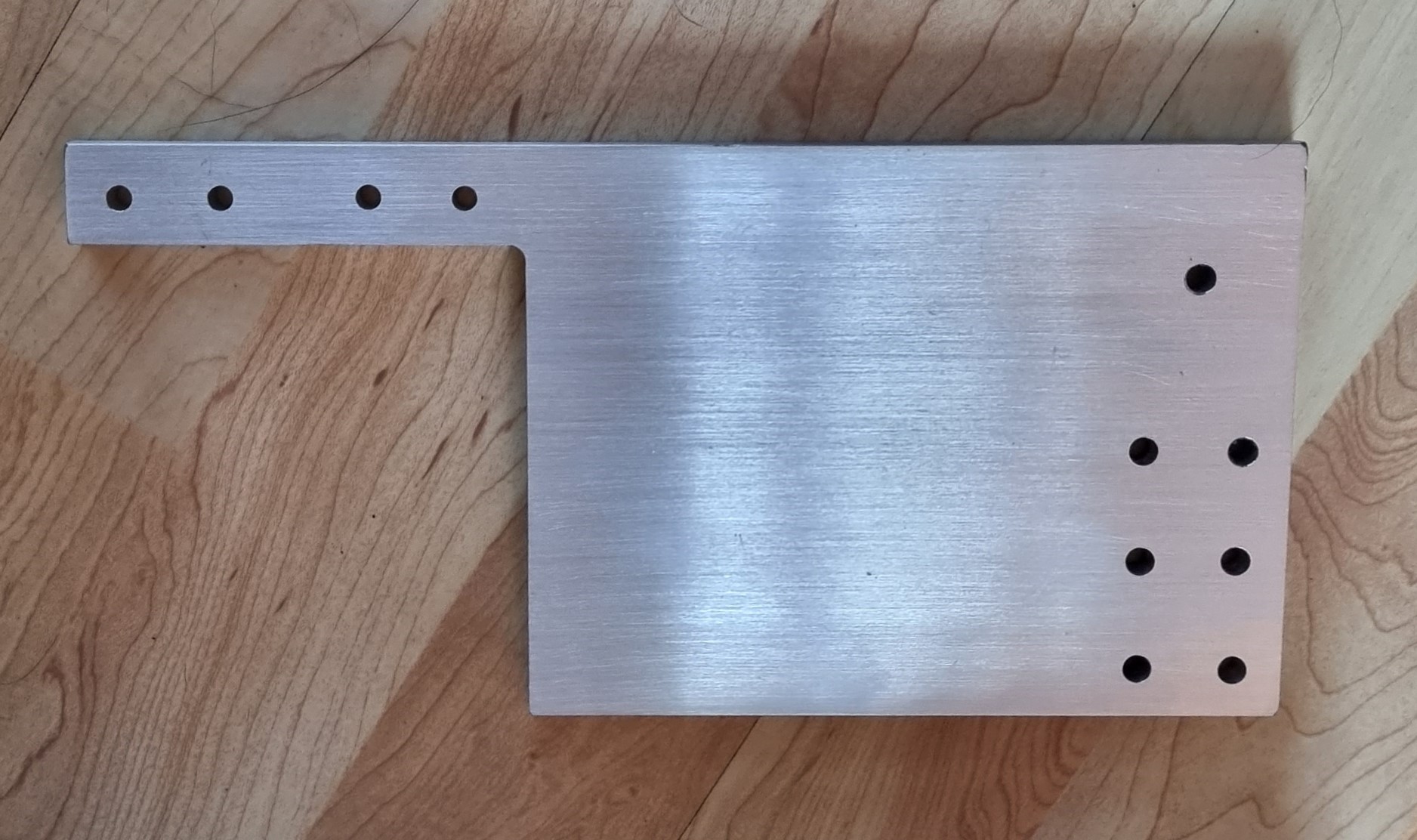
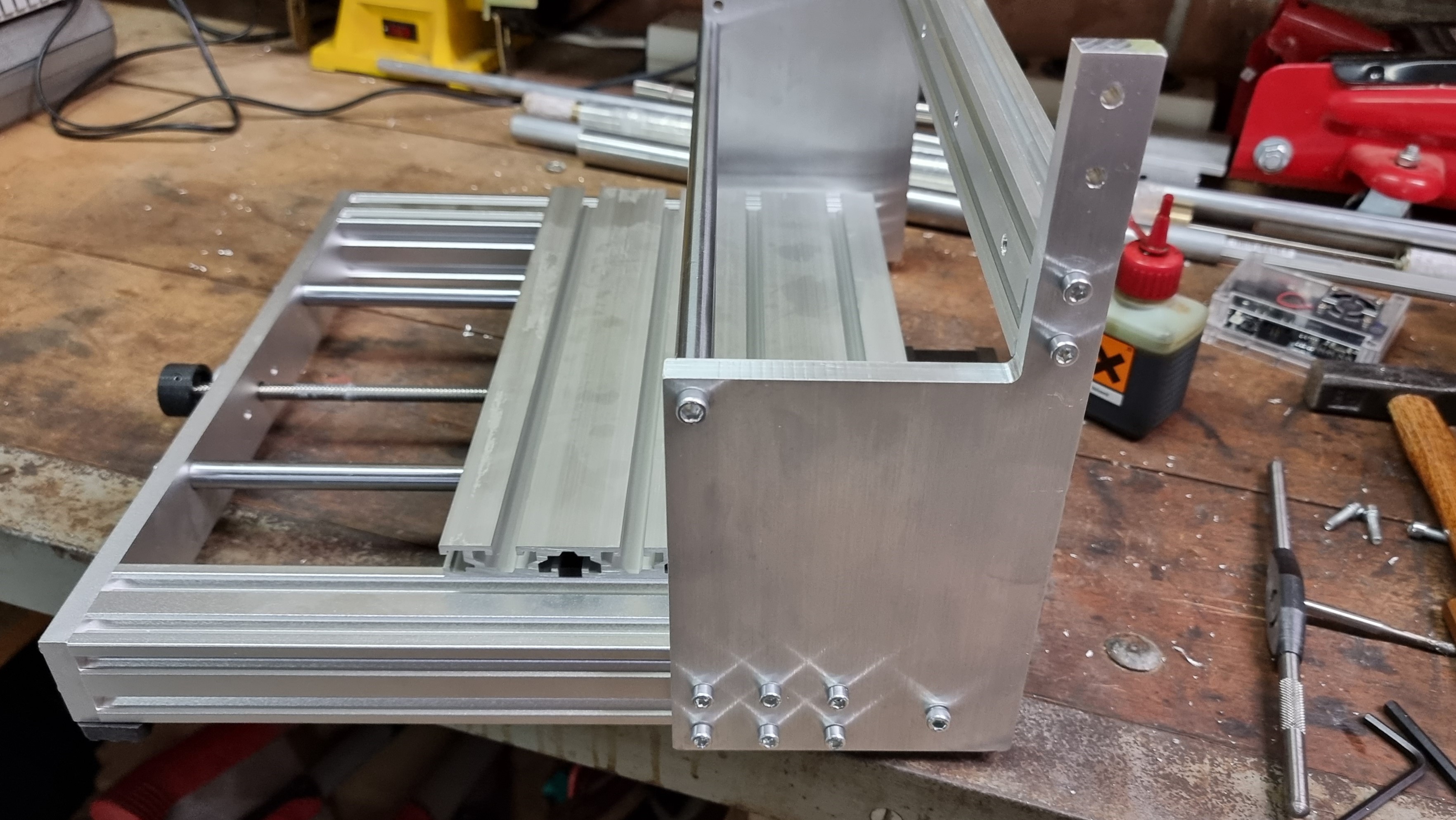
Die Seitenplatten 10mm dicke und 250 x 120mm grosse Aluplatten wurden geschnitten, gebohrt, gefräst und geschliffen. |
Die neue Z-Achse soll direkt auf den Schlitten der X-Achse geschraubt werden. Damit baut die ganze X/Z-Einheit aber wesentlich tiefer als die bisherige Lösung. Die X-Achse muss somit auf der Maschine weiter hinten montiert werden, sonst kann der Verfahrweg der Y-Achse nicht genutzt werden.
Dazu werden zwei neue Seitenplatten benötigt.
Diese habe ich aus 10mm dicken 250 x 120mm grossen Aluplatten hergestellt.
Die Befestigungslöcher wurden so gewählt, dass die Gewindelöcher im Rahmen
weiter genutzt werden können. Eine zusätzliche Schraubverbindung zur
hinteren Rahmenplatte unterstützt die Stabilität.
 |
 |
 |
|||
|
Stellprobe Die neue
Seitenplatte (rechts) an die Maschine angelehnt. Wie man sieht, ragt
die Platte weit nach hinten, um Platz für die X/Z-Einheit zu
schaffen. |
Montiert So werden die
Seitenplatten montiert. |
X/Z-Einheit
Die X/Z-Einheit wird mit 8 Schrauben an die Aluprofile geschraubt. |
Die Z-Achse
Die neue Z-Achse ist ebenfalls ein fertiges Teil und sehr ähnlich aufgebaut wie das Vorhandene. Es bietet aber mit 82mm Verfahrweg deutlich mehr als die 50mm des Originals. Es können Fräsmotoren und Lasermodule mit max. 52mm eingespannt werden. Für kleinere Durchmesser liegt ein Adapterring bei.
In den Aluprofilen der Z-Achse werden vier Löcher gebohrt und die Einheit
an die Platte der X-Achse mit M5 Schrauben geschraubt.
Die X-Achse ist auf einem Aluprofil aufgebaut. M5 Gleitmuttern für die
Befestigung sind bereits integriert. Die ganze X/Z-Einheit wird nun an die
Aluprofile, welche der bestehenden Maschine entnommen wurden und an den
Seitenwänden montiert wurden, von hinten angeschraubt. Dazu werden wiederum
acht Löcher in die Profile gebohrt.
Damit sind die X- und Z-Achsen bereits umgerüstet.
Von der bestehenden Maschine bleiben folgende Teile übrig:
- die komplette Z-Achse
- Trapezspindel der X-Achse
- Schrittmotor der X-Achse
- Kugellager und Halterung der X-Achse
- die beiden Seitenplatten
Die beiden Stahlstäbe der X-Achsen-Führung wurden an der 'neuen Maschine' zur weiteren Verstärkung eingebaut, einfach weil diese vorhanden waren und in der Länge so schön passten.
Mit diesem Umbau ging die Möglichkeit verloren, die X-Achse manuell
mittels Drehknopf einzustellen. Dafür ist ein Drehknopf für die Z-Achse
hinzugekommen. Letzteres ist sehr hilfreich beim Einstellen des Lasers für
die korrekte Fokussierung des Laserstrahls.
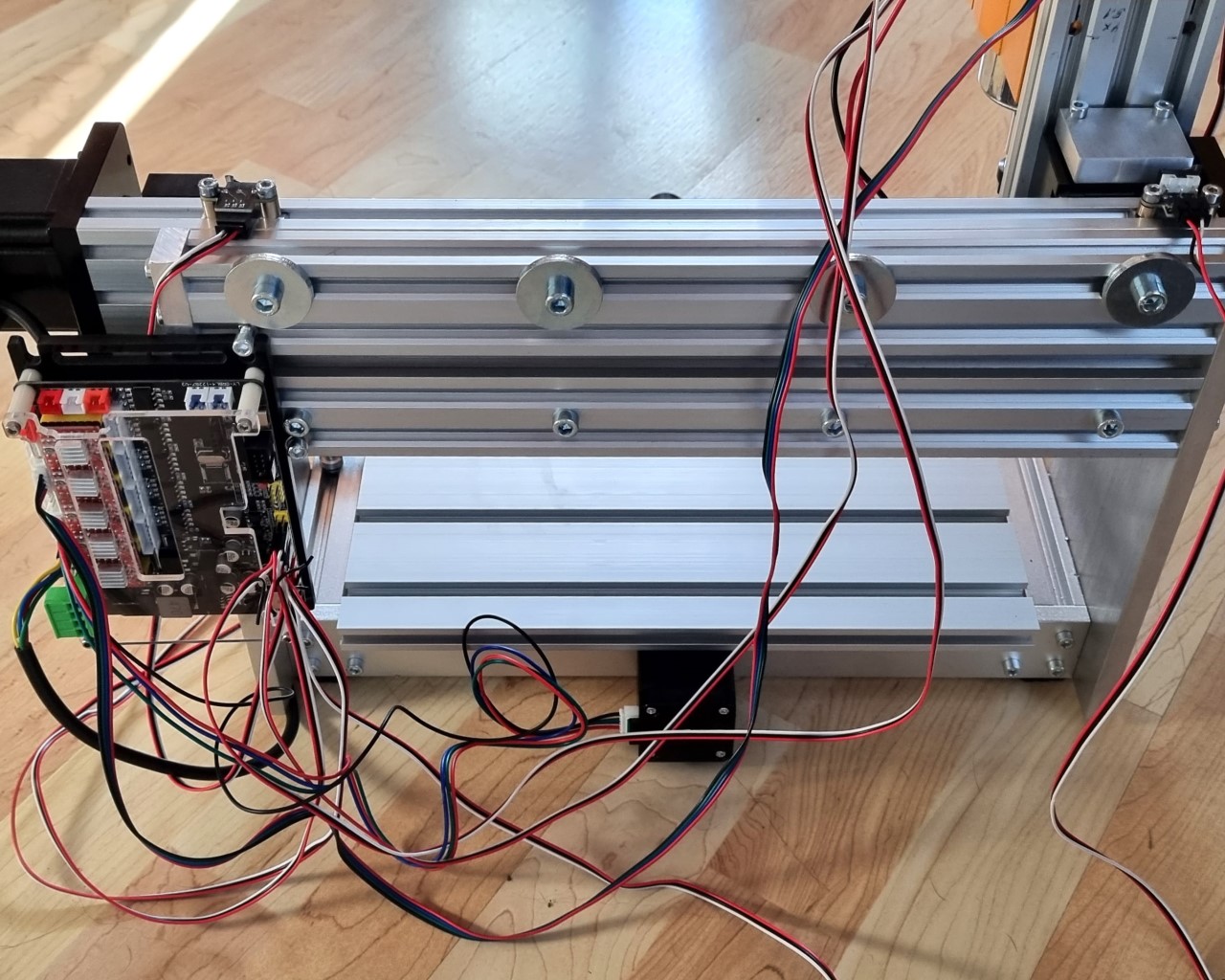
Die Y-Achse
Die bestehende Y-Achse hat wie beschrieben die gleichen Einschränkungen wie die übrigen Achsen. Die Trapezspindel ist nur vorne in einem Kugellager gelagert. Dieses lässt zudem eine gewisse axiale Bewegung zu. Hier habe ich ein zweites Kugellager, welches der ehemaligen X-Achse entnommen wurde, auf der Innenseite des Rahmen montiert. Für den Anfang ist dies eine gewisse Verbesserung. Ich werde aber die Y-Achse noch weiter modifizieren. Vor allem der kleine NEMA 17 Schrittmotor ist für meine Bedürfnisse zu schwach. Deshalb wird der Motor mit einem grösseren Kaliber, einem NEMA 23, ausgestattet.
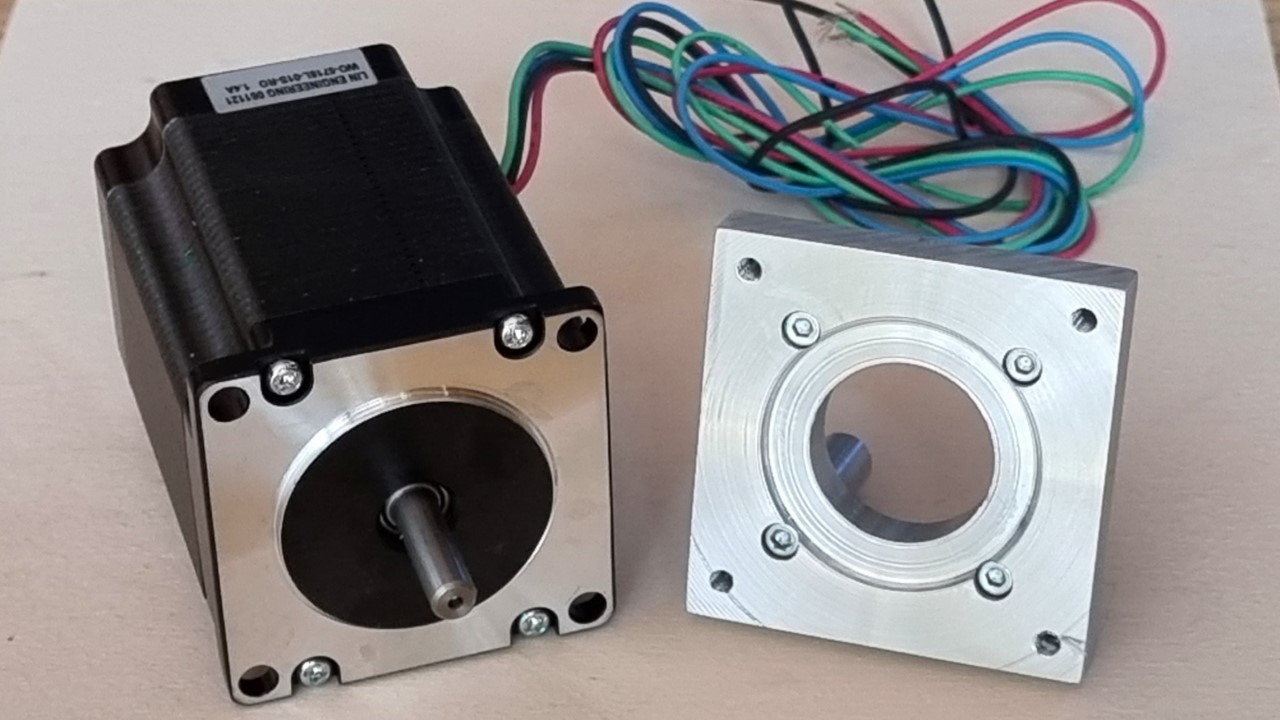
Der NEMA 23 Motor misst knapp 57 x 57mm im Vergleich zum NEMA 17 Motor mit 42 x 42mm. Der neue Motor ragt somit über den 40mm Rahmen der Maschine hinaus und kommt dem Bett in die Quere. Um einen NEMA 23 Motor anbauen zu können muss dieser somit distanziert werden, damit das Bett den vollen Weg fahren kann. Dazu werden eine Adapterplatte und vier Distanzbolzen hergestellt.
 |
 |
 |
|||
|
Die Adapterplatte Für den neuen Motor der Y-Achse habe ich eine Adapterplatte aus Aluminium hergestellt, um den NEMA 23 Motor anstelle des NEMA 17 Motors befestigen zu können. |
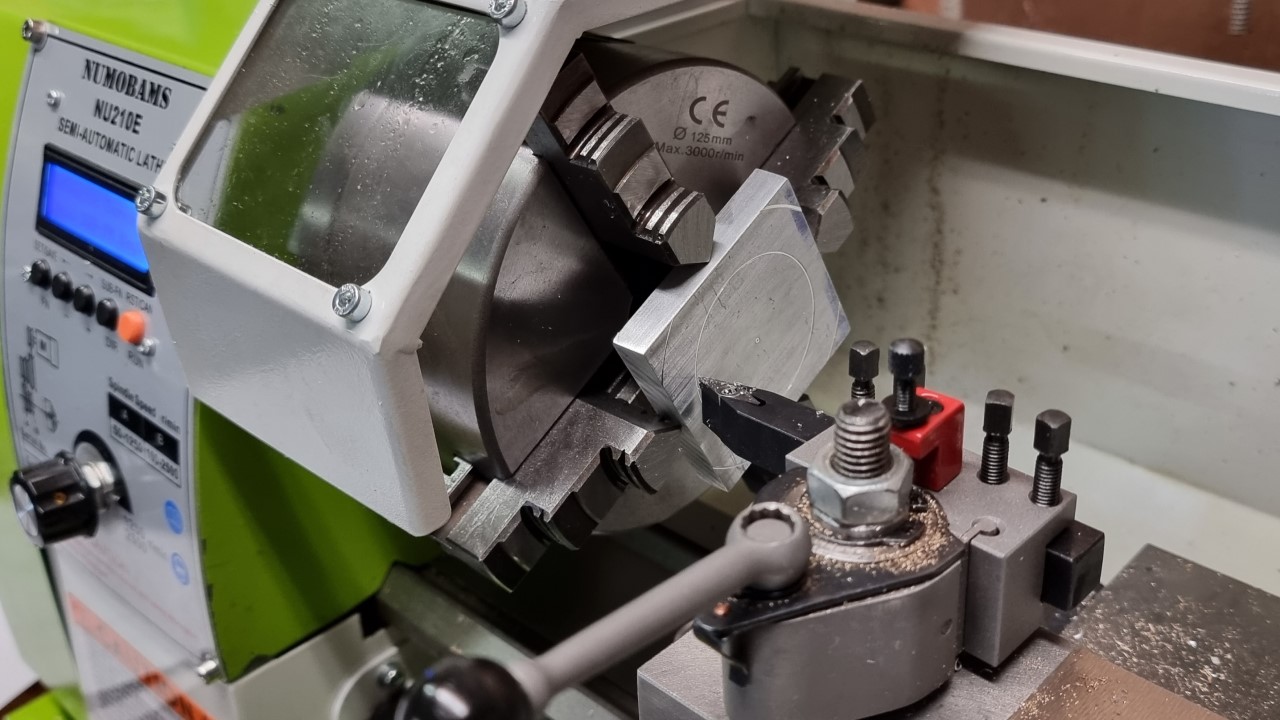
Die Bearbeitung Schön, wenn man eine Drehmaschine zur Verfügung hat. Die quadratische Adapterplatte aus 10mm dickem Aluminium wurde im 4-Backen-Futter eingespannt. Für die Löcher wurde eine kleine Kerbe geschnitten, um den Bohrer später besser positionieren zu können. |
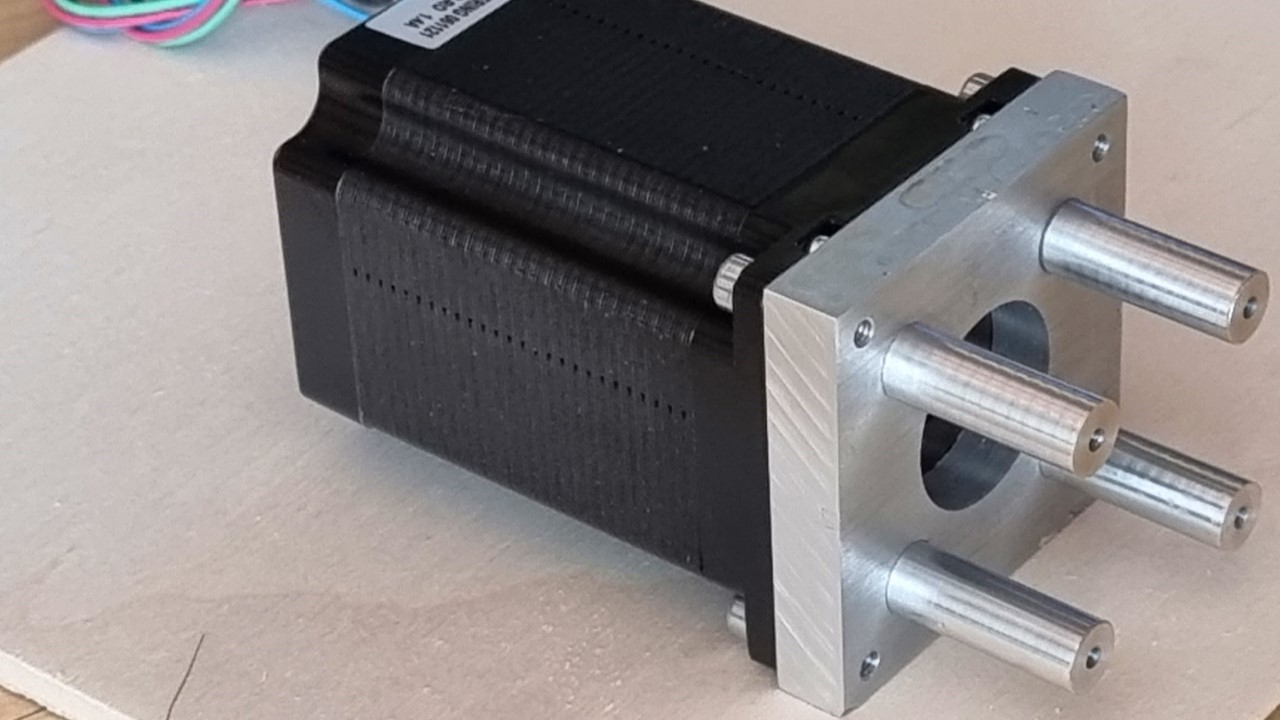
Motor montiert Passt! Mit den vier Distanzbolzen wird der Motor um 26mm vom Rahmen distanziert. Das Bett fährt über die Bolzen bis auf 1mm an die Adapterplatte. |
Die Trapezspindel muss nun ebenfalls länger sein. Also nehme ich dazu die
Trapezspindel der ehemaligen X-Achse und kürze diese auf der Drehmaschine.
Grundplatte
Als weitere Ergänzung der Maschine und zur Erhöhung der Stabilität wird die ganze Maschine auf eine Grundplatte geschraubt. Diese besteht aus 10mm dickem Aluminium mit den Abmessungen 360 x 310mm. Im Rahmen werden dazu ringsum M4 Gewinde geschnitten, in der Aluplatte versenkte 4.2mm Löcher. Die vier Gummifüsse werden von der bestehenden Maschine übernommen und auf die Platte geschraubt. Obwohl aus Aluminium wiegt die Platte über 3.1kg!
Die Grundplatte stellt auch die Basis für einen eventuell später
durchzuführenden Umbau der Y-Achse auf Schlittenführungen bereit.
Frässpindel
Auch der Fräsmotor soll mehr Leistung haben. Ich habe mich für ein Modell
mit 52mm Durchmesser und 500W entschieden. Um diese Leistung aufzubringen
wird der Fräser mit 48VDC statt der üblichen 24VDC betrieben.
Dies bedingt den Ersatz der bestehenden Steuerelektronik. Alternativ könnte
eine kleine Zusatzelektronik mit einem MOSFET eingesetzt werden, wie ich es
bei meinem ersten 3D-Drucker für das Heizbett durchgeführt habe, beschrieben
auf dieser Seite.
Der Fräsermotor ist viel länger als der bisherige. Durch die Anpassung der
Z-Achse passt die neue Spindel aber hervorragend zur Maschine. Die Spindel
kann so eingeklemmt werden, dass bei eingesetztem Fräser dieser genau bis zur
Bettoberkante herunter gefahren werden kann. Der volle Arbeitsbereich der
Z-Achse von 82mm ist somit möglich.
Ich habe mich für eine neue Steuereinheit entschieden. Diese ist ähnlich
aufgebaut, besitzt aber einen separaten Anschluss für ein 48VDC Netzteil nur
für die Spindel. Für eine 24VDC Spindel ist ein Steckanschluss vorhanden,
48VDC Spindel werden an die Schraubklemmen angeschlossen.
Das ausgewählte Gerät kann noch mit weiteren Funktionen auftrumpfen. So ist
ein Treiber für eine vierte Achse vorhanden (A-Achse). Alle
Schrittmotor-Treiber sind als steckbare Module ausgeführt, wodurch sich
diese einzeln austauschen lassen. Zudem lassen sich die Anzahl Microschritte
für jede Achse einzeln über Jumper konfigurieren.
Lasermodule für 12VDC und 24VDC lassen sich direkt anschliessen. Für die
Y-Achse sind zwei Anschlüsse verfügbar, welche beide einen eigenen
Motortreiber haben.
Auch an sonstige nützliche Funktionen wurde gedacht. So lassen sich für alle
Achsen je zwei Endschalter (+ und - Endlagen) anschliessen. Weitere
Anschlüsse sind für "Halten", "Starten", Sensor für die Z-Höhe und Reset
verfügbar.Wie der bestehende Controller läuft das neue Gerät mit GRBL Version 1.1f.
 |
 |
 |
|||
|
Neue Frässpindel Der
Fräsmotor hat eine Leistung von 500W und wird mit 48VDC versorgt. |
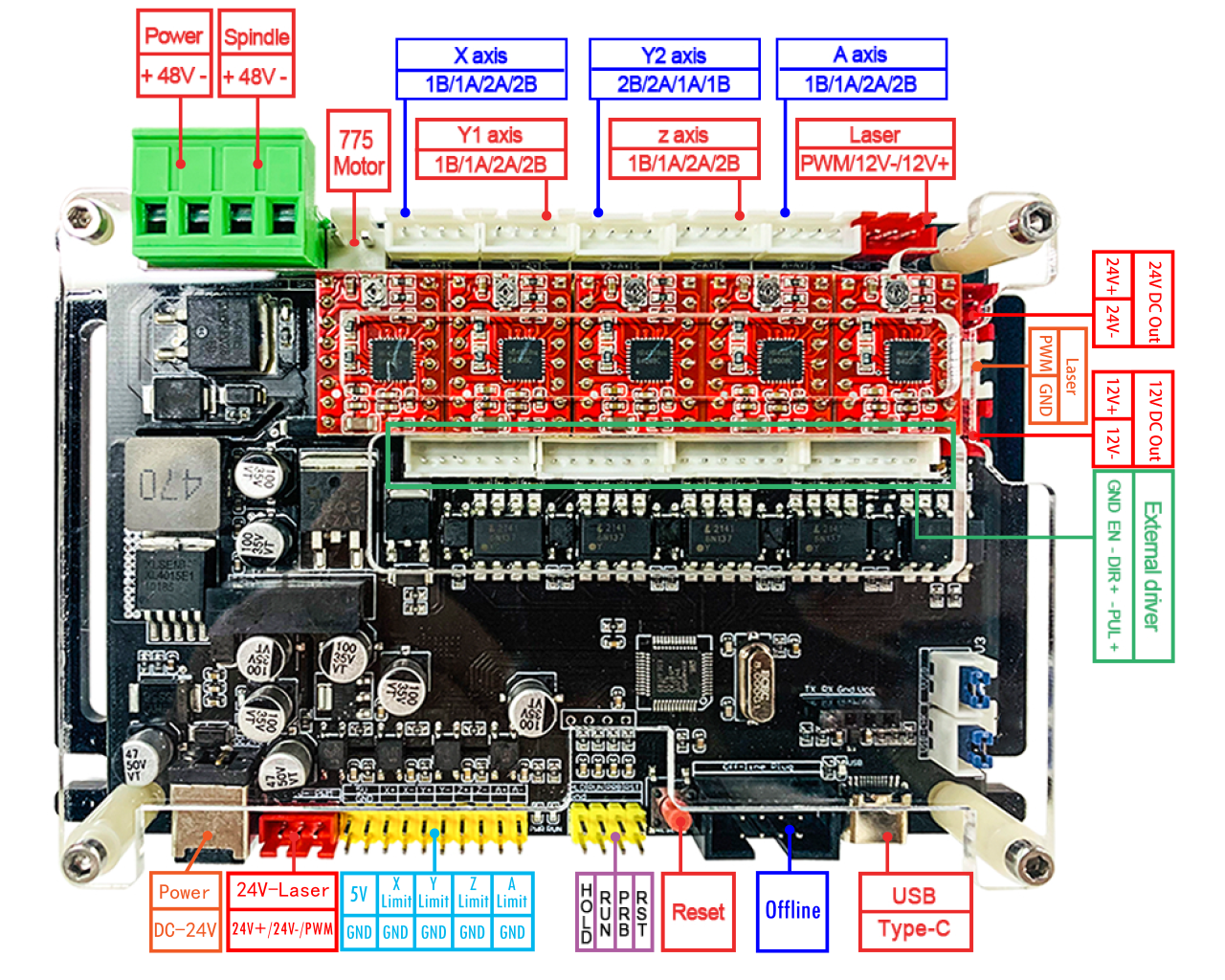
Steuerelektronik Die neue Steuerelektronik hat einiges zu bieten. Es können alle gängigen Motortreiber-Module verwendet werden. |
Offline Controller Der neue Offline-Controller hat einen 1.8-Zoll Farbdisplay. Die Funktionen sind relativ bescheiden. Es können SD- und TF-Karten direkt eingesteckt werden. Der Anschluss erfolgt über ein 8 poliges Flachbandkabel an den Kontroller. |
Probleme bereitete anfangs der USB-Anschluss. Am Controller können USB-Kabel mit USB-C Stecker angeschlossen werden. Ein entsprechendes Kabel zum PC, PC seitig ebenfalls mit USB-C, brachte aber keinen Erfolg. Erst der Anschluss am PC mit USB Typ A Stecker an einem USB 3.1 Anschluss führte zu einer Verbindung.
Um den höheren Strom der neuen NEMA 23 Motoren bewältigen zu können, sind
externe Motortreiber erforderlich.
Dazu besitzt die neue Steuereinheit entsprechende Steckanschlüsse für alle
Achsen.
Die externen Motortreiber werden über ein separates 24VDC Netzteil
betrieben. Die Ansteuerung vom Controller ist über Optokoppler geführt.
Lasermodul
Mit dem bestehenden 15W Lasermodul können schon ordentliche Teile
graviert und geschnitten werden.
Aber mehr geht immer! Das neue Lasermodul kann mit seinen 80W
Sperrholzplatten bis 8mm Dicke in einem Durchgang schneiden.
Es wird gleich wie das bestehende Modul am Controller angeschlossen und
ebenfalls mit 12VDC PWM betrieben. Schön ist die Möglichkeit zum Anschluss
einer Luftpumpe, welche einen feinen Luftstahl um der Laserstrahl erzeugt
und für bessere Schnittergebnisse mit weniger Abbrand sorgt.
Endschalter
In der gelieferten Ausführung besitzt die Maschine keine Endschalter für
die Endlagen. Dadurch kann es leicht vorkommen, dass eine Achse zu weit
fährt und mechanisch kollidiert. Zudem ist keine definierte Grundposition
vorhanden. Dies ist unschön, vor allem wenn mehrere gleiche Werkstücke
bearbeitet werden sollen.
Aus diesen Gründen habe ich an jeder Achse an beiden Endpositionen einen
mechanischen Endschalter montiert.
Die Steuereinheit, welche mit GRBL Firmware arbeitet, unterstützt diese
sowohl zur Notabschaltung beim Überfahren wie als Grundposition (Home).
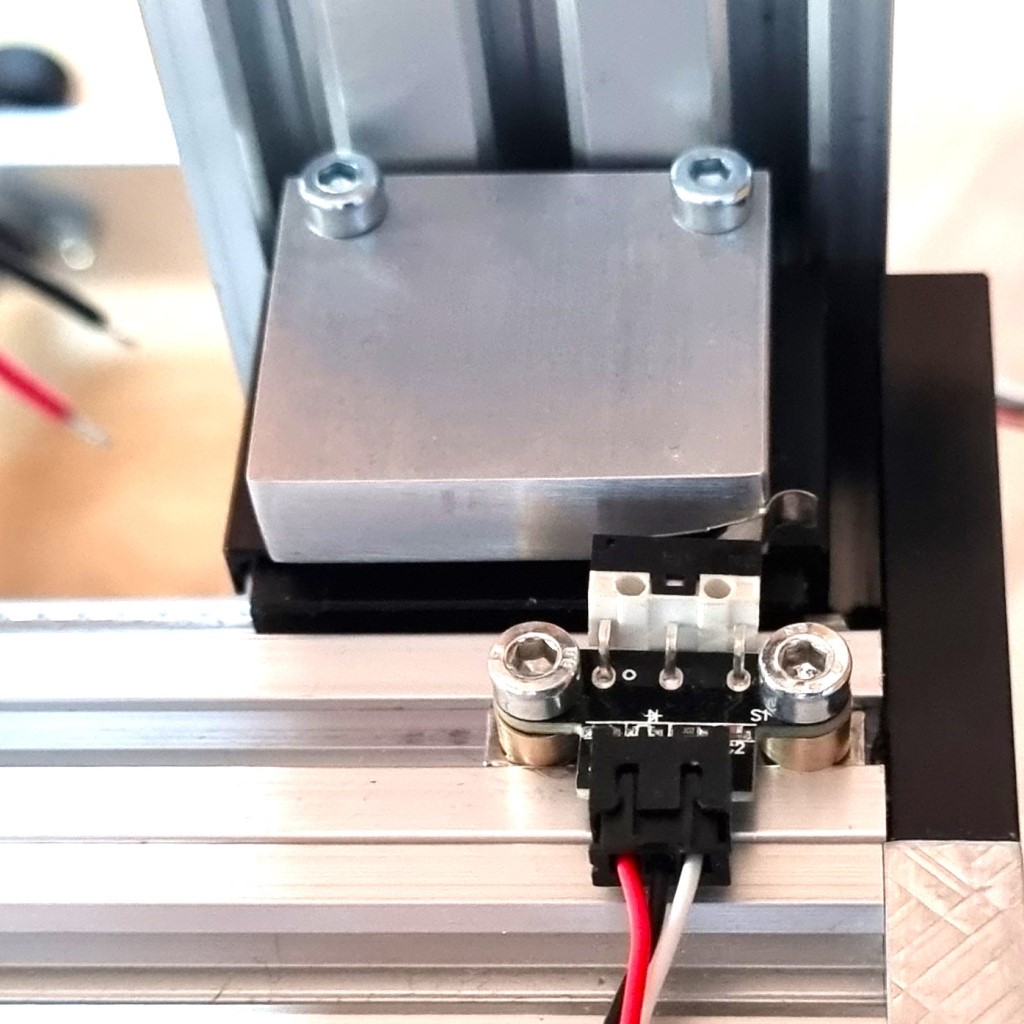
Die Endschalter werden an der X- und Y-Achse mit kurzen Distanzhülsen und Gleitmuttern an den jeweiligen Aluprofilen angeschraubt. Dies ermöglicht eine einfache Justierung. Ausgelöst werden die Schalter jeweils mit einer kleinen Aluplatte, bei der X-Achse auf dem Schlitten und bei der Y-Achse in einer Nut des Bettes angeschraubt.
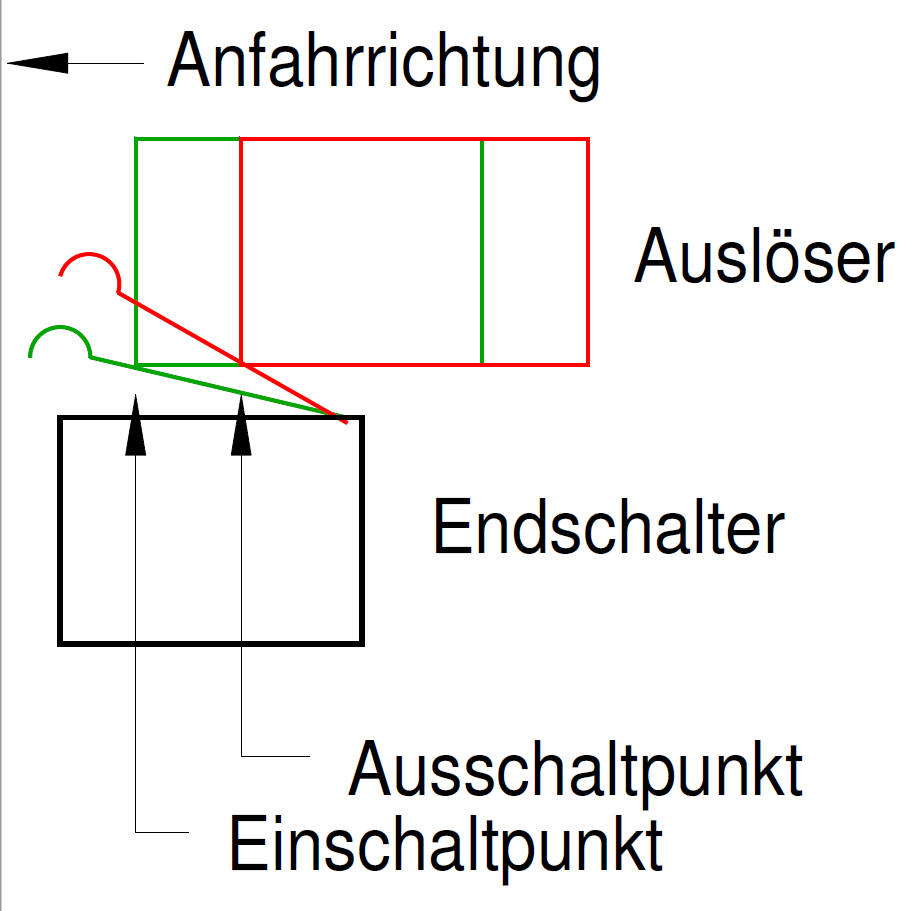
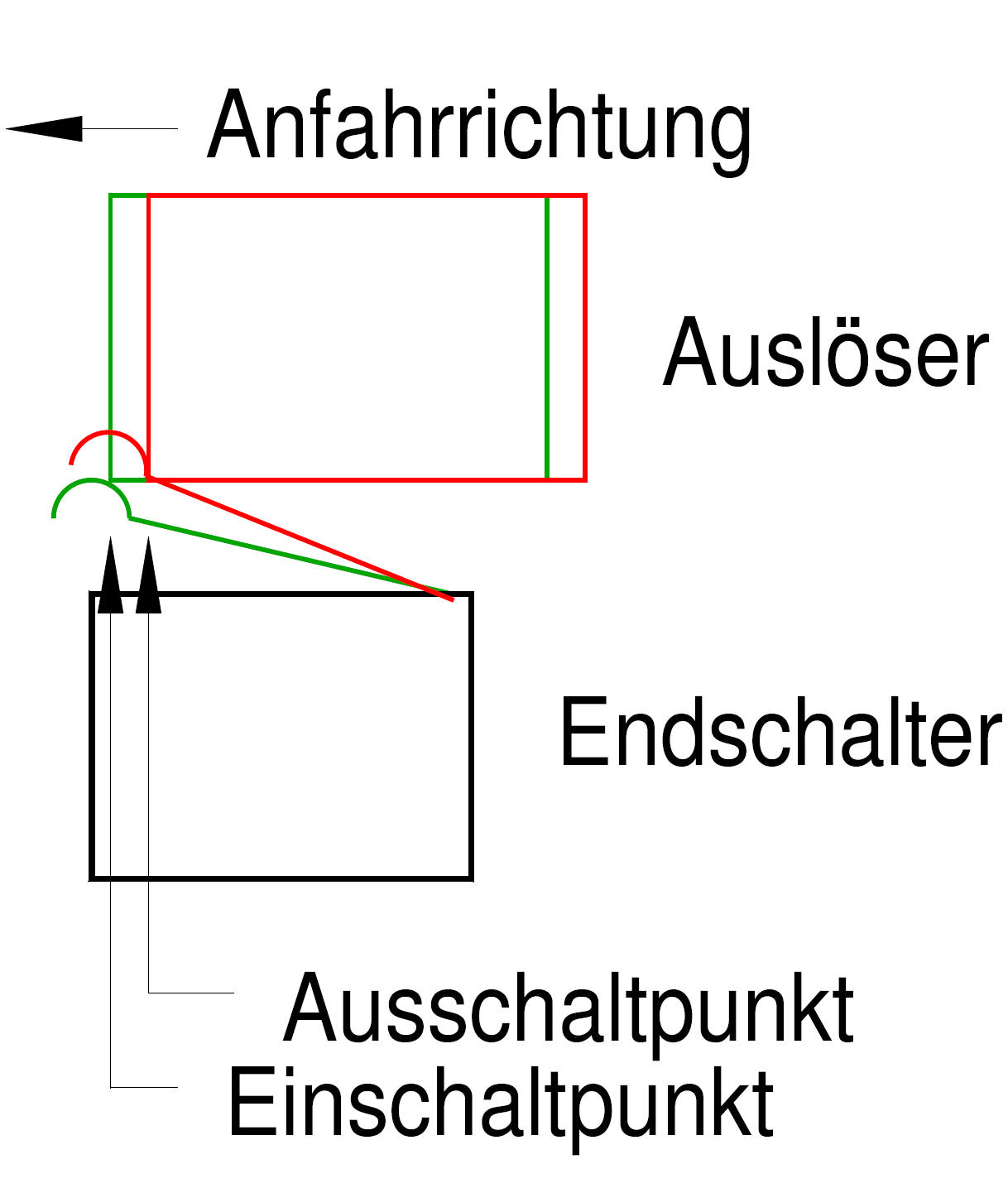
Bei der Positionierung der Schalter und des Auslösers sollte darauf
geachtet werden, das der Schaltvorgang mit einer kurzen Bewegung ausgelöst
wird. Alle mechanische Endschalter haben einen Ein- und einen Ausschaltpunkt
(Hysterese). Wird der Hebel des Endschalters flach angefahren, sind diese
zwei Punkte weit auseinander. Beim Fahren in die Grundposition werden die
Endschalter betätigt. Die Software fährt die Achse danach soweit zurück, bis
der Schalter wieder ausschaltet. Nun wird der Schalter mit verminderter
Geschwindigkeit nochmals angefahren, um die genaue Position zu ermitteln.
Zum Schluss fahren die Achsen um einen in der Firmware konfigurierbaren Wert
in Millimeter zurück. Dies ist dann die Grundposition (Home). Dieses
Zurückfahren muss so gross gewählt werden, dass die Schalter zuverlässig
ausschalten. Geschieht dies nicht, wird der noch eingeschaltete Endschalter
jetzt als überfahrene Endposition interpretiert, und die Steuerung zeigt
eine Störung an. Der zurückgelegte Weg möchte man natürlich möglichst kurz
halten, da dieser Weg vom nutzbaren Verfahrweg der jeweiligen Achse verloren
geht. Der Wert für das Zurückfahren wird als Ganzzahl in Millimeter für alle
Achsen gemeinsam in der Firmware-Einstellung $27 definiert (Homing switch
pull-off distance).
In den folgenden Grafiken habe ich dies zur Anschaulichkeit etwas
übertrieben dargestellt:
 |
 |
 |
|||
|
Endschalter falsch Wird
der Hebel des Endschalters flach angefahren, ist der Weg zwischen
'Ein' und 'Aus' recht lang. |
Endschalter korrekt Die Endschalter sollten so angefahren werden, das der Abstand zwischen Einschalten und Ausschalten möglichst kurz ist. Hierbei wird auch der Schaltpunkt exakter definiert. |
In Natura Und so sieht das Ganze an der Maschine aus. Die Aluplatte betätigt den Hebel des Endschalters präzise. |
Nach diesem Umbau - welches eher einem Neubau gleicht - bleibt von der
ursprünglichen Maschine nicht mehr viel. Einzig der Grundrahmen, das
Alu-Bett und die Führungen der Y-Achse wurden ohne grosse Modifikationen
erhalten.
Die Trapezspindel der X-Achse wurde für die Y-Achse weiter verwendet. Die
Stahlführungen der X-Achse wurden als Verstärkung zwischen den Seitenplatten
montiert. Auch die oberen Aluprofile wurden wieder eingesetzt. Ansonsten
sind alle Teile neu.
Was ist neu?
Das meiste!
Viele Teile wurden fertig eingekauft, wie die X- und Z-Achse oder der
Controller.
Zugekaufte Teile:
- X-Achse komplett
- Z-Achse komplett
- Fräsmotor 500W
- 48VDC 500W Netzteil für Fräsmotor
- 6 Endschalter mit Anschlusskabel
- 2 Schrittmotoren NEMA 23 für die Y- und Z-Achsen
- 2 Wellenkupplungen für Y- und Z-Motoren, 6.35 auf 8mm
- 3 externe Motortreiber für NEMA 23 Motoren (bis 5.6A)
- 24VDC 600W Netzteil für Motortreiber
- 80W Lasermodul
- Luftpumpe für Lasermodul
- Steuerelektronik für 4 Achsen
- Passender Offline-Controller
- Schleppkette für die Kabel und den Luftschlauch
- Viele Zylinderschrauben M3 bis M6
- Diverse Stecker
Selber angefertigte Teile ergänzen den Bau der Maschine. Folgende Teile wurden angefertigt:
- 2 Seitenplatten, 250 x 120 x 10mm
- 1 Adapterplatte NEMA 23 auf NEMA 17, 56.4 x 56.4 x 10mm
- 4 Distanzhülsen M3, 25.5mm lang, für die Montage der Adapterplatte
- 4 Distanzhülsen 26mm lang, Durchmesser 9mm/5.2mm, für Z-Motor
- 1 Aluplatte für die Betätigung der X-Endschalter
- 1 Aluplatte für die Betätigung der Y-Endschalter
- 1 Alu-Halterung für die Schleppkette
- 8 Distanzhülsen für die Befestigung der Endschalter, angepasst nach der Begebenheiten
- 1 Grundplatte, Aluminium, 360 x 310 x 10mm
Die neue CNC-Maschine
Und so sieht die Maschine zur Zeit aus:
Es fehlt noch der Umbau der Y- und Z-Achsen auf NEMA 23 Motoren und die
Grundplatte.
Die ganzen Drähte und Kabel werden am Schluss sauber verlegt, sobald die
Maschine mechanisch fertig gestellt und getestet ist.
Anwendung
Als erstes habe ich die Maschine mit dem neuen 80W Lasermodul getestet.
Hierbei zeigte sich sogleich der Vorteil der neuen Achsantriebe: eine hohe
Präzision ist gepaart mit einem schnellen Verfahrweg zwischen den einzelnen
Laserausschnitten.
Der Laser selbst ist stark, und kann die meisten meiner Teile in einem
Durchgang schneiden.
Im ersten Anlauf hat der Laser beim Verfahren zwischen den einzelnen
auszuschneidenden Elementen nicht ausgeschaltet. Hier musste ich beim
Controller die Konfiguration 'Laser mode enable' ($32) auf True setzen.
Damit wird der Laser beim reinen Verfahren ausgeschaltet. Dies geht direkt
mit der Software
Lightburn,
welches kostenpflichtig ist, und sehr gute Funktionen bietet.
Um die 80W Leistung (10W Lichtleistung) zu erreichen, ist das Lasermodul
mit zwei Laserdioden ausgerüstet, deren Laserstrahl optisch mit Linsen und
Spiegel zusammengeführt werden.
Mittlerweile gibt es auch Module, welche nochmals die doppelte Leitung
erbringen, indem vier Laserdioden optisch zusammengefasst werden.
 |
 |
 |
|||
|
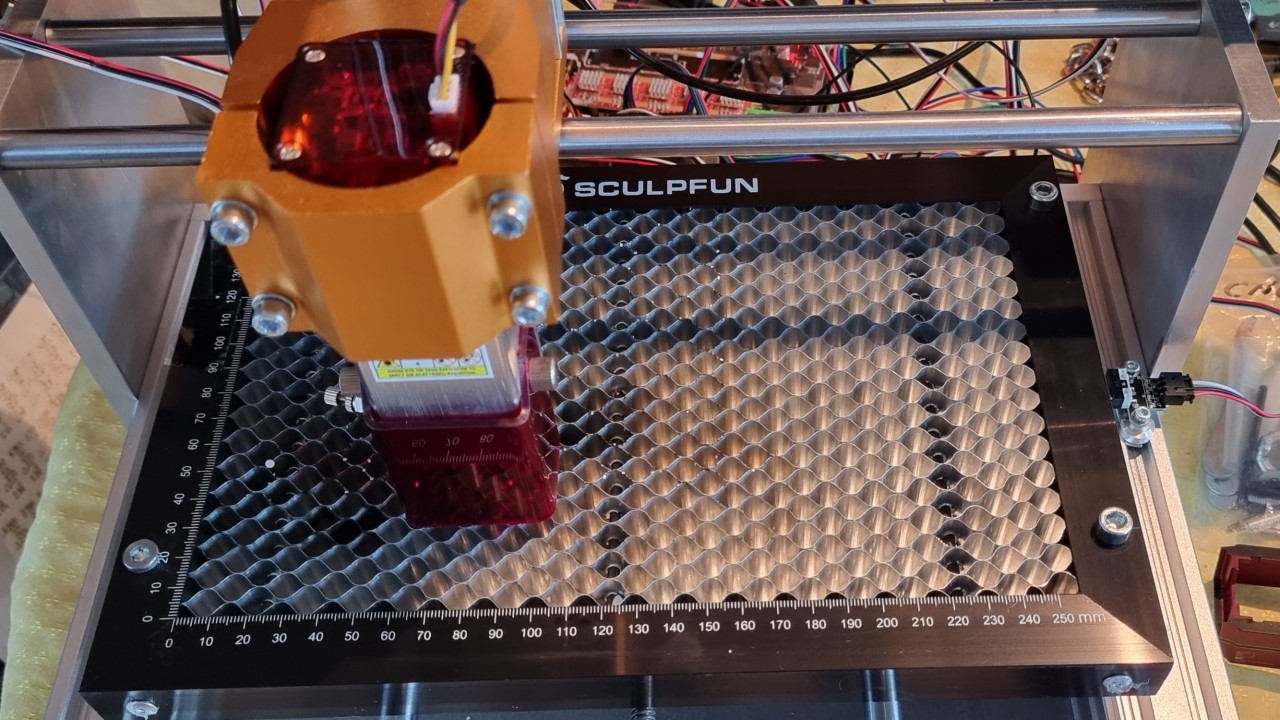
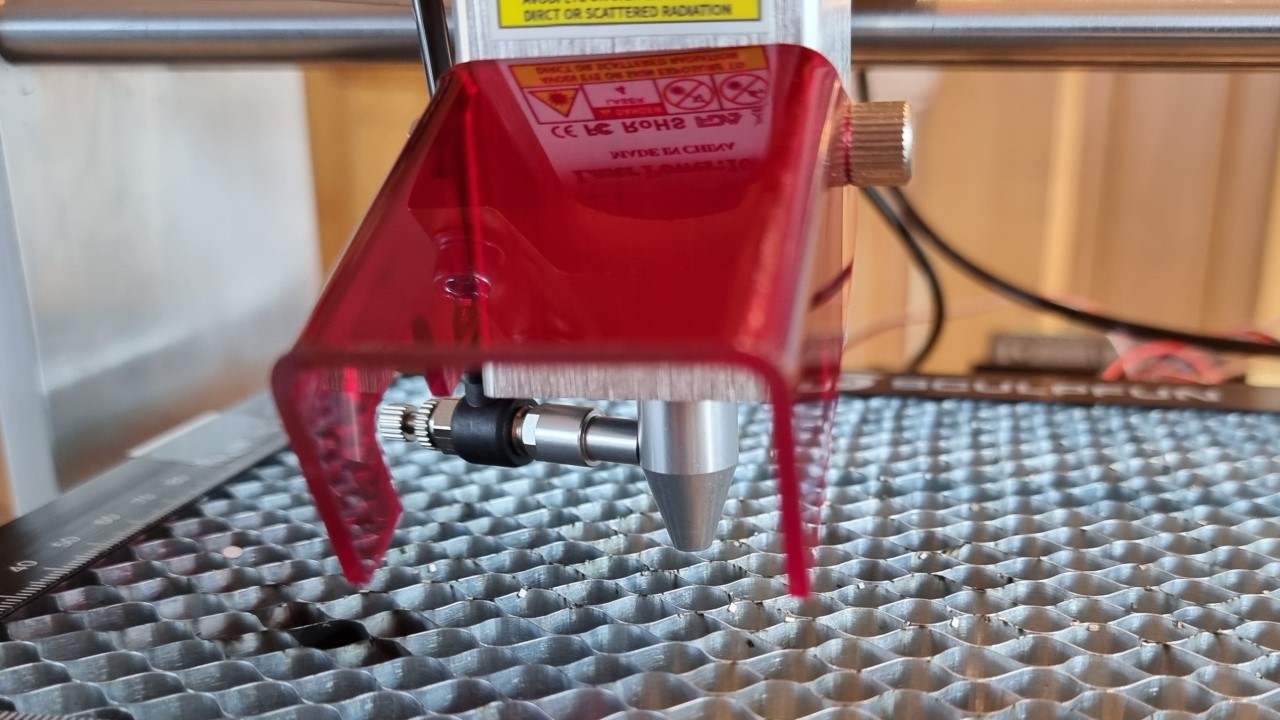
Die Unterlage Die wabenförmige Unterlage trägt zum besseren Schnittergebnis bei. |
Luftstrom Ebenso, zusammen mit der Unterlage, wird das Schnittergebniss mit einem Luftstrom stark verbessert. |
Befestigung Um Kollisionen mit den Schrauben zu vermeiden, wurden dessen Köpfe kurzerhand auf rund ein Drittel auf der Drehmaschine abgedreht. |
Mit meinem Lasermodul kann die Maschine Sperrholzbretter bis rund 8mm Dicke in einem Durchgang durchschneiden.
Brandspuren sind beim Laserschneiden normal, und wohl nicht gänzlich zu
vermeiden.
Massiv reduziert werden diese jedoch durch die Verwendung einer Luftpumpe
(Air Assist). Die Luftpumpe führt einen Luftstrom entlang des Laserstrahls
in Richtung Werkstück. Rauch und Abbrandpartikel werden damit während dem
lasern entfernt. Das Ergebnis ist beeindruckend: es sind kaum Brandspuren an
den Rändern auszumachen.
Um beste Ergebnisse zu erzielen sollte das Werkstück nicht direkt auf dem
Bett platziert werden, da hierdurch die entstehende Wärme und Abbrandteile
nicht abgeleitet werden können.
Deshalb verwendet man als Unterlage ein Wabengitter. Ein passendes Teil mit
30 x 20cm konnte ich problemlos beschaffen. In dessen Alu-Rahmen wurden vier
Löcher gebohrt und an das Bett mit Einlegeplatten angeschraubt. Hierzu
musste ich die M6 Zylinderkopfschrauben abdrehen, da die Luftdüse des Laser
sonst mit den Schraubenköpfen kollidieren konnte. Gut, das ich dazu jetzt
eine Drehmaschine habe.
Fortsetzung und Ergänzungen folgen...
Geändert: 03.09.2022
© Copyright 2001 - 2022 Rainer Lüssi. All Rights Reserved.