|
|
 |
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Gewindeschneiden
Ab und zu kann es auch für den Modelleisenbahner von Nutzen sein, ein Gewinde selber schneiden zu können. Sei es, um einen Masseanschluss im Lok-Rahmen zu haben, oder um grössere Selbstbauprojekte zu übernehmen.Ein Gewinde ist eine Nut in Schraubenform, entweder in der Aussenfläche eines Zylinders (Aussengewinde) oder in der Innenfläche eines zylindrischen Hohlkörpers (Innengewinde). Die einzelnen Windungen werden Gänge genannt, die Abstände von einem Gang zum nächsten bezeichnet man als Steigung.
Normalerweise verwenden wir Rechtsgewinde, eine Schraube wird also im Uhrzeigersinn eingedreht. Linksgewinde können sinnvoll sein, wo sich die Teile durch Rotation lösen würden (Motoren, Getriebe etc.). Bei uns ist das metrische ISO Gewinde gebräuchlich.
Zum Herstellen von Gewinde verwenden wir Gewindebohrer für Innengewinde bzw. Schneideisen für Aussengewinde.
Innengewinde
Als erstes wird das Kernloch gebohrt. In der Tabelle ist der benötigte Bohrerdurchmesser ersichtlich. Diese sind in den kleinen Bohrersets meist nicht enthalten, man wird diese also meistens separat dazu kaufen müssen.
 |
In diesem Bohrersatz sind auch verschiedene Zwischengrössen für das Kernloch vorhanden. |
Tabelle metrischer ISO Gewinde
| Gewinde | Bohrerdurchmesser | Mindestdicke | Sechskantschlüssel | Steigung | |
| M1 | 0.75mm | 0.8mm | 2.5mm | 0.25mm | |
| M1.1 | 0.85mm | 0.9mm | 0.25mm | ||
| M1.2 | 0.95mm | 1.0mm | 3.0mm | 0.25mm | |
| M1.4 | 1.1mm | 1.2mm | 3.0mm | 0.3mm | |
| M1.6 | 1.3mm | 1.3mm | 3.2mm | 0.35mm | |
| M1.8 | 1.5mm | 1.4mm | 3.2mm | 0.35mm | |
| M2 | 1.6mm | 1.6mm | 4.0mm | 0.4mm | |
| M2.2 | 1.8mm | 1.8mm | 4.5mm | 0.45mm | |
| M2.5 | 2.1mm | 2.0mm | 5.0mm | 0.45mm | |
| M3 | 2.5mm | 2.4mm | 5.5mm | 0.5mm | |
| M3.5 | 2.9mm | 2.8mm | 6.0mm | 0.6mm | |
| M4 | 3.3mm | 3.2mm | 7mm | 0.7mm | |
| M5 | 4.2mm | 4.0mm | 8mm | 0.8mm | |
| M6 | 5.0mm | 5.0mm | 10mm | 1.0mm | |
| M8 | 6.8mm | 6.5mm | 13mm | 1.25mm | |
| M10 | 8.5mm | 16mm | 1.5mm |
An den vorgesehenen Stellen wird der Körner angesetzt und mit leichtem Hammerschlag angekörnt. Wenn immer möglich wird das Kernloch auf einer Tischbohrmaschine gebohrt. Dadurch wird das Loch absolut senkrecht.
 |
Damit das Loch genau an der Stelle hinkommt, wo man es haben will, muss angekörnt werden. Dabei wird der Körner schräg angesetzt und dann aufgestellt. Anschliessend mit kurzem, dosiertem Hammerschlag körnern. | |
 |
Gebohrt wird auf einer Tischbohrmaschine. Freihändiges Bohren ist nicht zu empfehlen, da hierbei das Loch kaum genau senkrecht wird. |
Das Teil wird in den Schraubstock gespannt. Das Kernloch sollte dabei absolut senkrecht stehen. Empfindliche Teile wie Lokgehäuse müssen natürlich geschützt werden. Dazu verwendet man Weichholz, Lappen, Filzbacken und anderes
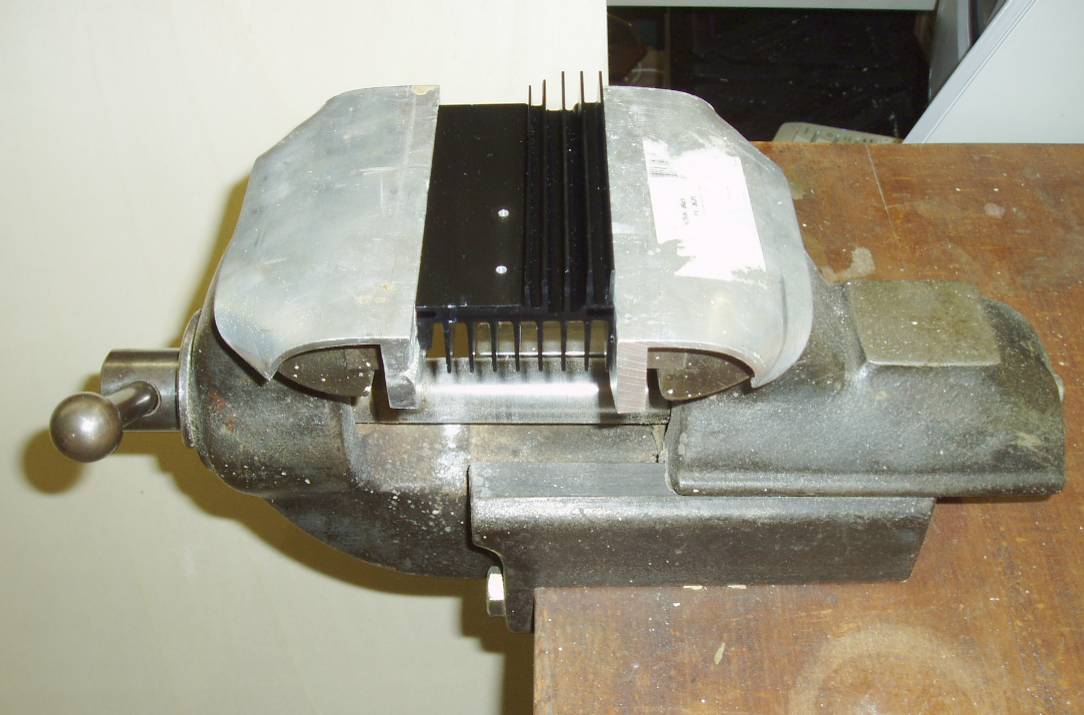 |
Ein stabil montierter, kräftiger Schraubstock ist unabdingbar. |
Gewindebohrer werden in Dreiersätze geliefert. Der erste, mit einem Ring gekennzeichnet, ist stark konisch. Dadurch lässt er sich gut in das Kernloch senkrecht setzen. Dieser schneidet nur hauchdünnen Rillen in das Material. Als nächster wird der Gewindeschneider mit zwei Ringen verwendet. Der Gewindebohrer ohne Ring ist der Fertigschneider. Dieser kommt zuletzt.
 |
Der Dreiersatz Gewindeschneider. Von links nach
rechts mit einem Ring, zwei Ringen und der Fertigschneider. Der Dreiersatz wird auch Handgewindebohrer genannt, die Einer-Bohrer (kombinierte Bohrer, welche in einem Durchgang das Gewinde schneiden), werden auch als Maschinenbohrer bezeichnet. |
Gewindeschneider werden mit ihrem Vierkant in das Windeisen eingesetzt und fixiert. Der Gewindeschneider muss absolut senkrecht in das Bohrloch gesteckt werden. Schräg eingesetzte Gewindeschneider werden brechen. Der Schneider wird geölt und im Uhrzeigersinn eingedreht. Vorsichtig und gleichmässig wird das Windeisen mit beiden Händen gedreht. Falls er klemmt, muss er etwas zurück gedreht werden. Besser ist es, immer wieder ein Stück zurückzudrehen, um den Span zu brechen und damit das Schmiermittel nachlaufen kann. Eventuell müssen die Späne entfernt und wieder etwas geölt werden. Anschliessend wird im Gegenuhrzeigersinn der Gewindeschneider herausgedreht. Es empfiehlt sich, bei den letzten Umdrehungen das Windeisen zu entfernen und den Gewindeschneider mit den Fingern ganz herauszudrehen.
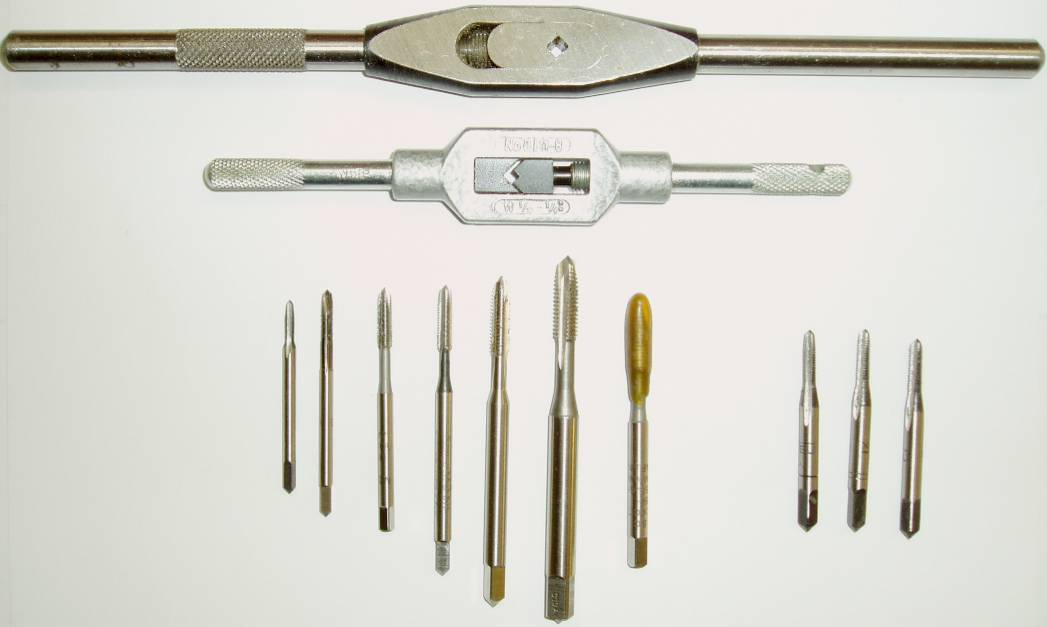 |
Oben zwei Windeisen. Unten von links nach rechts: M2, M2.5, 2 x M3, M4 und M5. Gewindebohrer werden teilweise mit einem Schutz versehen, welche vor der ersten Anwendung zu entfernen ist. Ganz rechts das Dreierset M3 Gewindebohrer. |
Auf die gleiche Weise wird mit den beiden nächsten Gewindebohrern vorgegangen. In weichem Metall und gewisse Kunststoffe kann meist auf die ersten Beiden verzichtet werden und direkt mit einem dafür vorgesehenen Fertigschneider in einem Durchgang geschnitten werden. Die Späne müssen immer wieder mit einer kleinen Messingbürste - zur Not tut's auch eine ausrangierte Zahnbürste - entfernt werden.
 |
Nur bei ganz kleinen Gewinde kann das Windeisen mit einer Hand geführt werden. | |
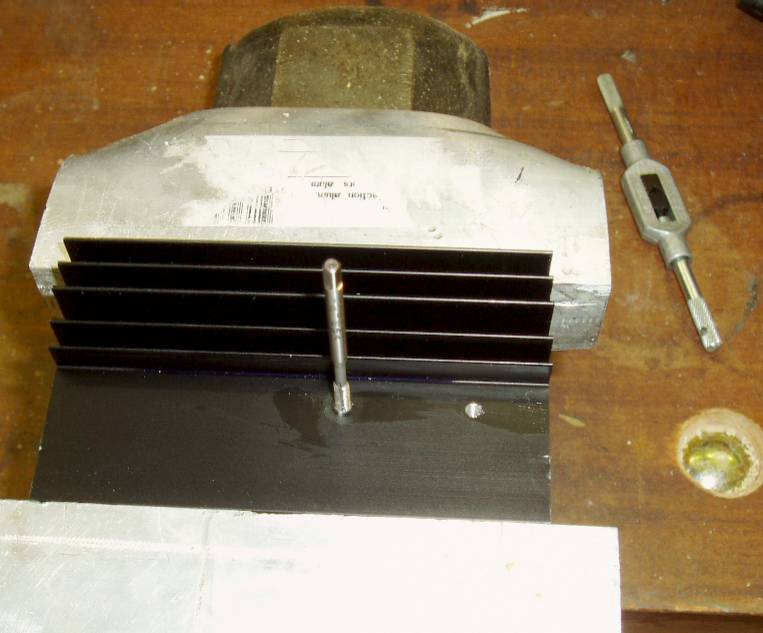 |
Beim herausdrehen wird bei den letzten Gängen das Windeisen entfernt und der Gewindeschneider mit den Fingern herausgedreht. Dadurch vermeidet man eine Verletzung der ersten Gänge bei weichem Material. |
Vorsicht ist die Mutter der Porzellankiste: Langsam und gleichmässig drehen, senkrecht halten und immer wieder ölen und die Späne entfernen, dann gelingt es. Abgebrochene Gewindeschneider lassen sich nur schwer entfernen. Falls diese im (weichem) Material abbrechen und nicht genügend vorstehen, sind sie kaum noch so zu entfernen, das an dieser Stelle noch ein Gewinde gleichen Durchmessers entstehen kann.
Geändert: 21.07.2022
© Copyright 2001 - 2022 Rainer Lüssi. All Rights Reserved.