|
|
 |
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Einfache Fräsvorrichtung
Vor einigen Jahren wurden von der Industrie neue Geräte zur Holzbearbeitung auf den Markt gebracht, welche früher dem Profi vorbehalten waren. Es sind dies die Oberfräsen, welche dem Heimwerker ungeahnte Möglichkeiten in der Gestaltung von Holz zu erschwinglichen Preisen eröffneten. Die Geräte von namhaften Herstellern zeichnen sich aus durch hohe Laufruhe und hohe Drehzahlen. Auch die Leistung dieser Geräte ist ausreichend. Damit sind aber auch Fräsarbeiten in Nichteisen-Metallen (NE) möglich, wie Aluminium (-Legierungen), Messing, Zink und viele andere.Das mitgelieferte Zubehör ist freilich nur für die Holzbearbeitung vorgesehen und einsetzbar. Zu ungenau sind die Anschläge; dazu muss meistens das Gerät von Hand am Werkstück geführt werden, während bei der Metallbearbeitung das Teil fest eingespannt am Gerät entlang geführt wird.
Nun sind auch Bohrständer mit integriertem Koordinatentisch im
Heimwerker-Markt erhältlich. Diese haben zwar einen recht eingeschränkten
Verfahrweg – für unsere Zwecke reicht es aber meist aus. Ich habe mir ein
günstiges Modell der Firma Lux aus dem Baumarkt OBI gekauft.
Leider ist der Bohrständer wie er geliefert wird nicht sehr präzis. Es
empfiehlt sich, das Teil komplett zu zerlegen. So können die Einzelteile wo
nötig nachbearbeitet werden. Anschliessend werden die Teile gefettet und
zusammengebaut. Danach werden die Führungen sorgfältig eingestellt.
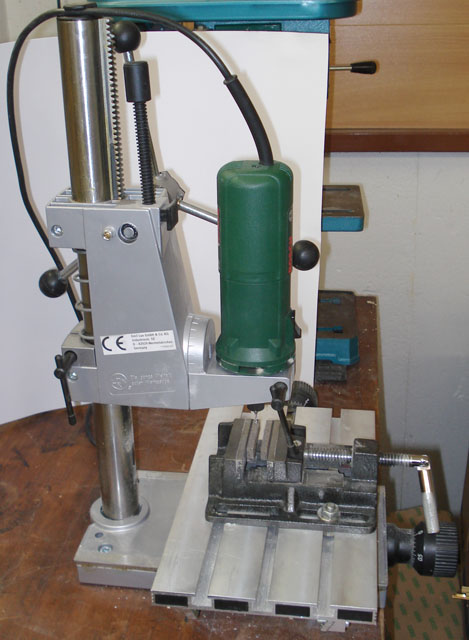 |
Bohrständer mit Kreuztisch und darauf fixiertem Maschinenschraubstock sowie die Oberfräse. Damit lassen sich einfache Fräsarbeiten schon gut durchführen. | |
 |
Ein Satz guter Fräser ist Voraussetzung für ein
gutes gelingen. Achten Sie beim Kauf auf den korrekten Schaft-Durchmesser. Die oben gezeigte Oberfräse kommt mit Spannzangen für 6mm, ¼ Zoll (6.35mm) und 8mm. |
Als Oberfräse verwende ich eine Bosch POF 600 ACE, mit welcher ich schon viele Holzsachen wie Puppenhaus, Schubkarre, diverse Möbel und anderes gezimmert habe. Die Oberfräse besitzt die passende Aufnahme von 43mm Durchmesser, um direkt in den Bohrständer eingespannt zu werden. Sehr gut ist Möglichkeit, die Drehzahl stufenlos bis etwa 27'000 min-1 einzustellen. Der Oberfräser kann mit den mitgelieferten Klemmfutter Fräser mit 6 mm, 6.35 mm (¼ Zoll) und 8 mm Schaftdurchmesser aufnehmen. Für die Metallverarbeitung verwende ich HSS Fräser mit 6 mm Schaft. Achten Sie auf gute Qualität bei den Fräsern. Lieber hier ein paar Euro mehr ausgeben, als eine Lok zu ruinieren. Einen Fräsersatz mit fünf Fräser mit 2, 3, 4, 5 und 6 mm Schneidendurchmesser ist bei Fohrmann unter der Artikelnummer 15400 erhältlich.
Die Werkstückhalterung
Als Aufnahme für die Werkstücke wird ein Maschinenschraubstock auf den Kreuztisch geschraubt. Achten Sie auch hier auf gute Qualität. Mit Hilfe eines Winkeleisens wird dieser rechtwinkelig zum Tisch ausgerichtet und festgeschraubt.
Viele zu bearbeitende Teile besitzen empfindliche Oberflächen, welche nicht direkt in den Schraubstock gespannt werden sollen. Hier haben sich magnetische Filzbacken hervorragend bewährt. Auch Stoffreste, Filzstreifen, Karton und weiches Holz können je nach Anwendung geeignet sein.
 |
In den Nuten des Tisches können Bolzen eingeführt werden, womit ein Maschinenschraubstock befestigt werden kann. | |
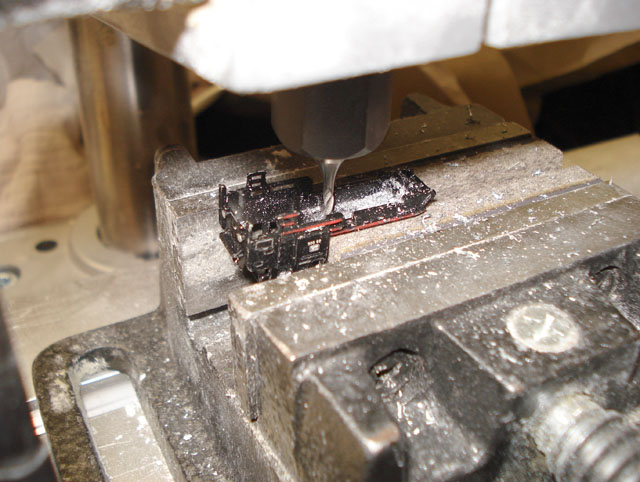 |
Hier ist eine kleine Spur Z Lok zwischen magnetischen Filzbacken eingespannt. Ein Fräser mit 2 mm Schneidendurchmesser kommt zum Einsatz. Das Fräsen geht zügig und präzis. |
Hohle Werkstücke wie Lokgehäuse können nicht ohne weiteres eingespannt werden. Der Schraubstock würde sie dauerhaft verformen. Hier ist es nötig, ein passgenaues Holzstück (Hartholz) oder ähnliches zur Abstützung in den Hohlraum einzuführen.
Wichtig ist in jedem Fall ein absolut fester Sitz des Teils, damit sich dieses beim Fräsvorgang und den dabei auftretenden enormen Kräften verschieben oder gar lösen kann.
Fräsvorgang
Eine genaue Anleitung zum Fräsen von Metallen kann ich hier nicht geben – es würde auch den Rahmen dieser Seite sprengen. Dazu gibt es viele gute Bücher. Hier einige Eckdaten und Grundsätze:
- Üben Sie zuerst an einem Probestück. So bekommen Sie ein Gefühl für die Maschine und vor allen Übung beim bewegen des Kreuztisches. Hier dreht man als Ungeübter schnell mal in die falsche Richtung. Am Werkstück kann dies Totalschaden bedeuten.
- Das Werkstück muss bombenfest sitzen, bevor Sie mit dem Fräser ran gehen.
- Kontrollieren Sie den Verfahrweg vor Fräsbeginn mit stehendem Motor.
- Die Fräsrichtung ist immer entgegen der Drehrichtung des Fräsers.
- Versuchen Sie nicht, zuviel Material auf einmal wegzufräsen. Lieber mehrmals eine kleine Schicht.
- Kühl- und Schmiermittel ist nicht immer erforderlich. Bei Zinkdruckgehäusen (Loks) habe ich bisher nie ein Kühlmittel benötigt.
- Allerdings sollten Sie dann die Vorschubgeschwindigkeit nicht zu hoch wählen.
- Tragen Sie immer eine Schutzbrille!
- Achten Sie auf eine geeignete Drehzahl. Diese ist abhängig vom Material und Fräserdurchmesser (grösserer Durchmesser = kleinere Drehzahl).
- Immer wieder mit der Schiebelehre kontrollieren.
- Zum entfernen der Späne ist ein Kompressor und eine Ausblaspistole hilfreich.
Geändert: 21.07.2022
© Copyright 2001 - 2022 Rainer Lüssi. All Rights Reserved.